Hot cracking in welding is a critical defect that frequently occurs during the solidification stage of welded joints, especially in high-temperature metal fabrication processes. In industries such as construction, automotive, and heavy machinery, weld integrity directly determines product reliability and safety. However, many manufacturers still struggle to fully understand the causes of hot cracking in welding, leading to unexpected failures, increased production costs, and delayed project timelines. To address these challenges, it is essential to systematically analyze weld hot cracking, including its types, root causes, susceptible materials, and effective prevention methods. This article provides a clear and practical guide to help engineers and decision-makers minimize risks and improve welding quality.
1. What is Hot Cracking in Welding
Hot cracking in welding is a severe metallurgical defect that occurs during the final stage of weld metal solidification. It is also commonly referred to as weld hot cracking, hot crack welding, or simply hot cracks. Unlike cold cracking, which forms after the weld cools down, hot cracking in welding develops at high temperatures when the metal is still partially molten and mechanically weak.
From a manufacturing perspective, hot cracking in welding is particularly dangerous because it forms inside the weld structure. In many cases, these cracks are not visible on the surface. This makes early detection extremely difficult and increases the risk of unexpected failure during service. According to industry data, hot cracking in welding is one of the leading causes of weld rejection in high-performance applications.

1.1 Definition of Hot Cracking in Welding
Hot cracking in welding can be defined as the formation of cracks in the weld metal or heat-affected zone (HAZ) during solidification or immediately after solidification under high-temperature conditions. These cracks typically occur along grain boundaries where the material strength is lowest.
During welding, molten metal begins to solidify from the edges toward the center. However, due to shrinkage stress and uneven cooling, tensile forces develop in the semi-solid region. If the material does not have sufficient ductility at this stage, hot cracks will form. This phenomenon is known as solidification cracking, which is the most common type of hot cracking in welding.
It is important to note that hot cracking in welding is not caused by a single factor. Instead, it is the result of a combination of metallurgical composition, welding parameters, and structural constraints. This complexity makes it one of the most challenging welding defects to control.
1.2 Difference Between Hot Cracking and Other Welding Defects
Hot cracking in welding must be clearly distinguished from other types of welding defects such as cold cracking, porosity, and lack of fusion. Each defect has different formation conditions and requires different prevention strategies.
Cold cracking usually occurs at lower temperatures after the weld has completely solidified. It is often associated with hydrogen embrittlement and residual stress. In contrast, hot cracking in welding occurs at elevated temperatures and is closely related to the solidification behavior of the metal.
Porosity is another common defect, but it is caused by trapped gas rather than mechanical stress. While porosity reduces weld strength, it does not propagate in the same way as hot cracks. Hot cracks can extend rapidly under load, leading to catastrophic failure.
Understanding these differences is essential for selecting appropriate inspection techniques and effective prevention strategies.
1.3 When Does Hot Cracking Occur in Welding
Hot cracking in welding typically occurs during the temperature range between the liquidus and solidus of the metal. This stage is often referred to as the “mushy zone,” where the material is neither fully solid nor fully liquid.
At this stage, the weld metal has very low strength and ductility. Even small tensile stresses can cause the material to separate along weak grain boundaries. These stresses are mainly generated by thermal contraction and restraint from the surrounding base material.
In practical production, hot cracking in welding is more likely to occur under the following conditions:
- High heat input processes
- Fast cooling rates
- Rigid joint designs with high restraint
- Improper welding sequences
Each of these factors increases the likelihood of stress concentration during solidification. Detailed process influence data can be found in.
1.4 Why Hot Cracking in Welding is Dangerous
The danger of hot cracking in welding lies in its hidden nature and its impact on structural integrity. Unlike surface defects, hot cracks often originate deep within the weld and may only become visible after failure.
In industries such as construction, mining, and automotive manufacturing, weld joints are subjected to dynamic loads and harsh environments. If hot cracking in welding is present, even at a microscopic level, it can act as a stress concentration point. Over time, this can lead to crack propagation and eventual fracture.
From a cost perspective, hot cracking in welding also results in significant financial losses. Repairing cracked welds requires additional labor, materials, and inspection. In some cases, the entire component must be scrapped. According to, welding defects can increase production costs by up to 30%.
Therefore, understanding hot cracking in welding is not only a technical requirement but also a critical factor in cost control and quality assurance.
2. Types of Hot Cracking in Welding
Hot cracking in welding presents in several distinct forms depending on where the crack forms and how the material behaves during high-temperature solidification. In practical welding applications, understanding the different types of hot cracking in welding is essential for accurate identification and technical evaluation. Each type of weld hot cracking reflects a specific failure mode under thermal and metallurgical conditions.
2.1 Solidification Cracking
Solidification cracking is the most typical and widely observed form of hot cracking in welding. It occurs directly within the weld metal during the final stage of solidification. At this stage, the molten weld pool begins to transform into a solid structure, forming dendritic grains that grow toward the center of the weld.
During this process, elements with low melting points tend to segregate at the grain boundaries. These segregated regions remain in a semi-liquid state for a longer time compared to the surrounding solid metal. As the weld cools, thermal contraction generates tensile stress. Because the grain boundaries are still weak and partially liquid, they cannot resist the applied stress, leading to the formation of hot cracks.
Solidification hot cracking in welding is commonly found along the centerline of the weld bead. The cracks often follow the direction of solidification and appear as continuous or intermittent lines. This type of hot crack welding defect is strongly related to the solidification range of the alloy and the distribution of impurities within the weld metal.

2.2 Liquation Cracking
Liquation cracking is another important category of hot cracking in welding, but it differs significantly in location and formation behavior. Instead of forming in the weld metal, liquation cracking occurs in the heat-affected zone (HAZ), which is the region adjacent to the weld that experiences high temperatures without fully melting.
During welding, certain microstructural constituents in the base metal may have lower melting temperatures than the bulk material. When exposed to welding heat, these regions partially melt, forming thin liquid films along grain boundaries. As cooling begins, the surrounding material contracts and applies tensile stress to these weakened regions.
Because the liquated grain boundaries have reduced strength, they become susceptible to separation, resulting in hot cracking in welding. These cracks are typically intergranular and may not follow a straight path. Instead, they propagate along the grain boundaries in a more irregular pattern.
Liquation hot cracking in welding is often more difficult to detect than solidification cracking because it occurs outside the weld metal. Its presence indicates localized instability in the base material under welding thermal cycles.
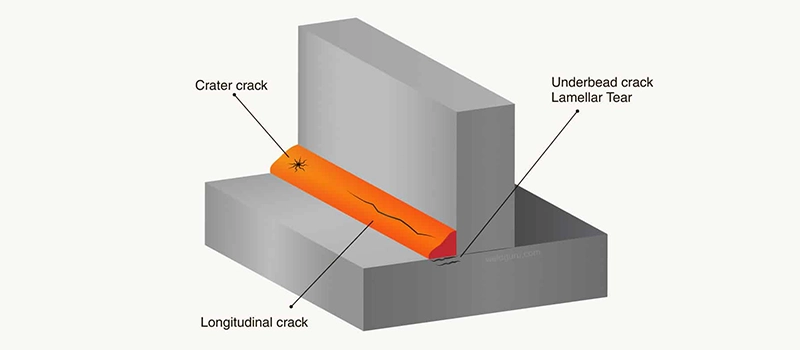
2.3 Crater Cracking
Crater cracking is a localized form of hot cracking in welding that appears at the end of a weld bead. This type of hot crack forms when the welding arc is stopped and the molten pool at the weld termination point solidifies rapidly.
At the end of the welding process, the molten metal in the crater region experiences rapid cooling and shrinkage. If the crater is not properly filled, a depression forms, and tensile stress concentrates in this area. Because the material is still at a high temperature and has low ductility, it becomes highly susceptible to welding hot cracking.
Crater hot cracking in welding typically appears as star-shaped or radial cracks extending from the center of the crater. These cracks may initially seem small, but they can propagate under mechanical loading. The formation of crater cracks is closely related to welding technique, especially how the arc is terminated and whether sufficient filler material is added at the end.
2.4 Micro Hot Cracks and Macro Hot Cracks
Hot cracking in welding can also be classified based on the scale of the cracks. This classification includes micro hot cracks and macro hot cracks, both of which represent different levels of severity and detectability.
Micro hot cracks are extremely fine cracks that form along grain boundaries at a microscopic level. These cracks are not visible during routine visual inspection and usually require specialized examination methods such as metallographic analysis. Despite their small size, micro hot cracking in welding can significantly affect the mechanical properties of the weld, particularly its fatigue resistance.
Macro hot cracking in welding, in contrast, refers to larger cracks that can be observed with the naked eye or through standard inspection techniques. These cracks often extend across visible regions of the weld and indicate more severe structural issues. Macro cracks are typically the result of accumulated stress or unfavorable welding conditions during solidification.
Both micro and macro forms of hot cracking in welding originate from similar high-temperature mechanisms, but they differ in visibility, scale, and immediate impact on weld acceptance.
3. Causes of Hot Cracking in Welding
Hot cracking in welding is not caused by a single factor. It is the result of multiple interacting conditions that occur simultaneously during the high-temperature stage of welding. In practical manufacturing, understanding the causes of hot cracking in welding requires a combination of metallurgical knowledge, process control, and material behavior analysis.
The formation of weld hot cracking is primarily driven by the interaction between chemical composition, thermal stress, solidification characteristics, and structural constraints. When these factors exceed the material’s ability to accommodate deformation at high temperature, hot cracks will form.

3.1 Chemical Composition and Impurity Elements
One of the most critical causes of hot cracking in welding is the chemical composition of the material. Elements such as sulfur (S) and phosphorus (P) play a significant role in increasing the susceptibility to welding hot cracking.
These impurity elements have low melting points and tend to segregate along grain boundaries during solidification. As the weld cools, these regions remain in a semi-liquid state while the surrounding metal becomes fully solid. This creates weak zones that are unable to withstand tensile stress.
In addition to impurities, alloying elements also influence hot cracking in welding. For example:
- High carbon content can increase brittleness
- Excessive alloying can widen the solidification temperature range
- Imbalanced composition can reduce ductility during cooling
Materials with poor chemical balance are therefore more prone to hot crack welding defects. Detailed composition limits can be found at.
3.2 Solidification Shrinkage and Thermal Stress
Another major cause of hot cracking in welding is the development of thermal stress during solidification. When molten metal cools, it undergoes volume contraction. This shrinkage generates tensile stress within the weld.
At high temperatures, the material has very low strength and ductility. If the generated stress exceeds the material’s ability to deform plastically, hot cracking in welding will occur.
This problem becomes more severe when:
- Cooling is uneven
- The weld is restrained by surrounding structures
- The joint design limits deformation
The combination of shrinkage and restraint is one of the most direct causes of weld hot cracking. Research data on thermal stress effects can be found at.
3.3 Wide Solidification Temperature Range
The solidification temperature range of a material is a key factor in determining its susceptibility to hot cracking in welding. Materials that solidify over a wide temperature range remain in a semi-solid state for a longer period.
During this “mushy zone,” the material exists in a mixed state of solid and liquid phases. The formation of liquid films along grain boundaries significantly weakens the overall structure. When tensile stress is applied, these regions can easily separate, resulting in the formation of hot cracks.
A wide freezing range increases:
- The duration of vulnerability
- The likelihood of grain boundary separation
- The probability of crack initiation
This is why alloys with complex compositions are more prone to hot cracking in welding. Further details are available at.
3.4 Welding Parameters and Heat Input
Welding process parameters have a direct impact on the occurrence of hot cracking in welding. Improper control of heat input, welding speed, and current can significantly increase the risk of cracking hot defects.
High heat input leads to:
- Larger weld pools
- Slower cooling rates
- Coarser grain structures
These conditions promote segregation of impurities and increase the likelihood of hot cracking in welding. On the other hand, excessively fast welding speed may cause uneven solidification, which also contributes to crack formation.
Key parameters affecting weld hot cracking include:
- Welding current
- Arc voltage
- Travel speed
- Heat input distribution
Proper parameter control is essential to minimize the risk of hot crack welding. Reference data can be found at.

3.5 Joint Design and Restraint Conditions
Structural design plays an important role in the formation of hot cracking in welding. When a weld joint is highly restrained, it cannot freely contract during cooling. This restriction increases tensile stress within the weld.
Typical high-risk conditions include:
- Thick sections with rigid fixtures
- Complex joint geometries
- Multi-pass welds with uneven stress distribution
In such cases, the accumulated stress during solidification can easily exceed the material’s strength, leading to hot cracking in welding.
Reducing restraint and allowing controlled deformation are effective ways to lower the risk of weld hot cracking. Engineering guidelines are available at.
3.6 Interaction of Multiple Factors
In real-world applications, hot cracking in welding rarely results from a single cause. Instead, it is the combined effect of multiple factors acting together. For example, a material with high impurity content may still perform well under optimal welding conditions, but fail when combined with high restraint and improper heat input.
This interaction makes hot cracking in welding particularly complex and difficult to predict. Engineers must consider all influencing factors simultaneously rather than focusing on a single parameter.
A comprehensive understanding of the causes of hot cracking in welding allows manufacturers to identify risks early and make informed decisions during production planning.
4. Materials Most Susceptible to Hot Cracking
Hot cracking in welding does not occur uniformly across all materials. Some alloys are significantly more sensitive due to their chemical composition, solidification characteristics, and high-temperature mechanical behavior. Understanding which materials are more prone to hot cracking in welding is essential for both material selection and process control in industrial production.
4.1 Austenitic Stainless Steels
Austenitic stainless steels are widely used because of their excellent corrosion resistance and good formability. However, they are also highly susceptible to hot cracking in welding. This sensitivity is mainly due to their solidification mode and the presence of impurity elements such as sulfur and phosphorus.
During solidification, austenitic stainless steels tend to form a fully austenitic structure. This structure has relatively low resistance to grain boundary separation at high temperatures. In addition, impurities concentrate at grain boundaries, increasing the likelihood of liquid film formation. Under tensile stress, these weak regions can easily lead to hot cracking in welding.
The risk becomes higher when the ferrite content in the weld metal is too low. A small amount of ferrite can help reduce cracking susceptibility by improving grain boundary strength. Therefore, controlling composition balance is critical when welding these materials.
4.2 Aluminum Alloys
Aluminum alloys are another group of materials that are highly prone to hot cracking in welding. The primary reason is their wide solidification temperature range and high thermal expansion coefficient.
During welding, aluminum alloys experience significant shrinkage as they cool. This generates high مستويات of tensile stress. At the same time, the wide freezing range means that the material remains in a semi-solid state for a longer period, increasing the risk of crack formation.
Certain alloying elements, such as silicon and magnesium, can further influence the cracking tendency. Improper composition balance may increase the likelihood of hot cracking in welding, especially in high-strength aluminum alloys.
Additionally, aluminum’s high thermal conductivity causes rapid heat dissipation, which can lead to uneven cooling and stress concentration. All these factors make aluminum alloys particularly challenging in terms of welding hot cracking control.
4.3 Nickel-Based Alloys
Nickel-based alloys are commonly used in high-temperature and high-performance applications. Despite their excellent mechanical properties, they are also sensitive to hot cracking in welding.
These alloys often contain complex compositions with multiple alloying elements. This complexity leads to a wide solidification range and promotes segregation of low-melting-point constituents. As a result, liquid films can form along grain boundaries during solidification.
Nickel-based alloys also exhibit reduced ductility within certain high-temperature ranges. When combined with thermal stress, this can significantly increase the risk of hot cracking in welding.
Another factor is their relatively slow diffusion rate, which limits the redistribution of segregated elements during solidification. This makes it more difficult to eliminate weak regions, further increasing cracking susceptibility.
4.4 High Carbon and Alloy Steels
High carbon steels and certain alloy steels also show a strong tendency toward hot cracking in welding, especially when the carbon content is elevated.
High carbon levels increase hardness and reduce ductility at high temperatures. This makes the material less capable of accommodating shrinkage stress during solidification. As a result, cracks can form more easily under tensile loading.
In alloy steels, the addition of elements such as chromium, molybdenum, and vanadium can influence the solidification behavior. While these elements improve strength and wear resistance, they may also increase the risk of hot cracking in welding if not properly controlled.
Furthermore, segregation of alloying elements during solidification can create localized weak zones, similar to those caused by impurities. These zones are highly susceptible to crack initiation under stress.
4.5 General Material Characteristics Affecting Susceptibility
Although different materials behave differently, several common characteristics increase the likelihood of hot cracking in welding:
- Wide solidification temperature range
- High impurity content
- Low ductility at high temperature
- Strong tendency for element segregation
- High thermal expansion and shrinkage
Materials that exhibit these characteristics require stricter control during welding to reduce the risk of hot cracking in welding.
Understanding material susceptibility is a key step in preventing weld defects and ensuring consistent product quality in metal fabrication.
5. Prevention Methods for Hot Cracking in Welding
Preventing hot cracking in welding requires a systematic approach that combines material control, process optimization, and proper welding techniques. Since hot cracking in welding occurs at high temperatures during solidification, the key strategy is to improve the material’s resistance to cracking while minimizing tensile stress and unfavorable metallurgical conditions.
5.1 Control of Chemical Composition
One of the most effective ways to reduce hot cracking in welding is to control the chemical composition of both the base material and the filler metal. Reducing the content of impurity elements such as sulfur and phosphorus is essential, as these elements promote the formation of low-melting-point films along grain boundaries.
In addition, adjusting alloy composition to narrow the solidification temperature range can significantly lower the risk of hot cracking in welding. For example, increasing ferrite content in certain alloys can improve resistance to grain boundary separation.
Selecting compatible filler materials is equally important. A well-matched filler can modify the weld metal composition and reduce the likelihood of hot cracking in welding.

5.2 Optimization of Heat Input
Heat input plays a critical role in the formation of hot cracking in welding. Excessive heat input leads to larger weld pools and slower cooling rates, which increase segregation and weaken the weld structure.
By carefully controlling welding current, voltage, and travel speed, it is possible to maintain a stable weld pool and reduce the conditions that promote hot cracking in welding. Lower and more controlled heat input generally improves solidification behavior and reduces cracking susceptibility.
However, heat input should not be too low, as this may lead to incomplete fusion or other defects. The goal is to achieve a balanced thermal cycle that minimizes the risk of hot cracking in welding.
5.3 Control of Welding Technique
Proper welding technique is essential for preventing hot cracking in welding. Operator practices directly influence weld pool behavior, cooling patterns, and stress distribution.
Key technique-related measures include:
- Maintaining consistent welding speed
- Avoiding abrupt arc termination
- Properly filling the crater at the end of the weld
- Ensuring uniform bead shape
Smooth and controlled welding operations help reduce localized stress concentrations, which are a major cause of hot cracking in welding.
5.4 Preheating and Temperature Control
Preheating the base material before welding can reduce temperature gradients and lower thermal stress. This is particularly important for materials that are prone to hot cracking in welding.
By increasing the initial temperature of the workpiece, preheating slows down the cooling rate and allows the material to deform more easily during solidification. This reduces the likelihood of crack formation.
In addition to preheating, controlling interpass temperature during multi-pass welding is also critical. Maintaining a stable temperature range helps ensure consistent material behavior and reduces the risk of hot cracking in welding.
5.5 Joint Design and Stress Reduction
Joint design has a direct impact on the development of stress during welding. Poorly designed joints can create high restraint, preventing the material from contracting freely as it cools.
To reduce the risk of hot cracking in welding, joint designs should allow for controlled deformation. This can be achieved by:
- Avoiding overly rigid fixtures
- Using proper groove geometry
- Minimizing thickness variations
- Planning welding sequences carefully
Reducing restraint helps lower tensile stress, which is one of the primary driving forces behind hot cracking in welding.
5.6 Process Stability and Quality Control
Stable welding processes are essential for minimizing hot cracking in welding. Variations in parameters, material quality, or environmental conditions can all increase the risk of defects.
Implementing strict quality control measures helps ensure consistency. This includes:
- Monitoring welding parameters in real time
- Using certified materials
- Applying standardized procedures
- Conducting regular inspections
A controlled and repeatable process environment significantly reduces the occurrence of hot cracking in welding and improves overall weld reliability.
Conclusion
Hot cracking in welding is a critical defect that can severely affect weld integrity and performance. By understanding its types, causes, material sensitivity, and prevention methods, manufacturers can effectively reduce risks and improve product quality.






