Squeeze casting is widely recognized as a hybrid metal forming technology that combines the advantages of casting and forging. As defined in modern manufacturing research, “squeeze casting is a process in which molten metal solidifies under high pressure within a closed die, resulting in components with superior density and mechanical properties.” This definition highlights why the squeeze casting process has gained significant attention in high-performance engineering fields.
In practical production environments, squeeze casting enables manufacturers to produce near-net-shape components with minimal defects. Studies have shown that applying pressure during solidification can effectively eliminate shrinkage porosity and gas entrapment, leading to improved structural integrity and fatigue resistance. According to industry technical reports, components produced by squeeze casting often exhibit properties comparable to forged parts while maintaining the cost advantages of casting.
Today, the adoption of squeeze casting applications continues to expand, particularly in aluminum component manufacturing. Engineers and decision-makers increasingly explore what is squeeze casting and how it compares with traditional processes to optimize both performance and cost efficiency in modern industrial production.
🧠 What is Squeeze Casting?
📖 Definition of Squeeze Casting
Squeeze casting is a metal forming technique that integrates controlled solidification with applied pressure inside a closed die. In engineering literature, it is often described as “a process in which molten metal solidifies under externally applied pressure, producing components with high density and refined microstructure.” This definition reflects the fundamental principle behind the squeeze casting process and distinguishes it from conventional casting methods.
In practical terms, the process begins with molten metal being introduced into a preheated mold. A punch or ram then applies pressure during the solidification stage. This controlled pressure environment directly influences how the metal crystallizes, resulting in a more compact internal structure. Compared with traditional casting terminology, expressions such as the squeeze cast or cast of the squeeze are sometimes used in industrial discussions, although “squeeze casting” remains the standard term in technical documentation.
From a manufacturing perspective, understanding what is squeeze casting requires recognizing its position between casting and forging technologies. It retains the flexibility of casting in shaping complex geometries while incorporating aspects of forging through pressure-assisted densification. This hybrid nature is the reason the method is frequently categorized as an advanced solidification technique rather than a simple variation of casting.
Another important characteristic lies in process control. Parameters such as temperature, pressure magnitude, and timing are tightly regulated to ensure consistent results. Research in metallurgical engineering indicates that pressure-assisted solidification can significantly influence grain formation and reduce internal discontinuities during metal crystallization. These characteristics have contributed to the increasing attention this process receives in modern manufacturing studies.
⚙️ How the Squeeze Casting Process Works
The squeeze casting process follows a structured sequence in which molten metal is solidified under controlled pressure conditions. Each stage is carefully managed to ensure stability during filling and solidification, which differentiates this method from more conventional casting techniques.
🔧 Die Preparation
The process starts with preparing the die. The mold is preheated to a specific temperature range to promote smooth metal flow and avoid premature cooling. Lubricants are typically applied to the die surface to reduce friction and assist in the release of the final component. Proper die preparation plays a critical role in maintaining dimensional consistency and preventing surface defects.
🔥 Metal Pouring
Molten metal is then introduced into the die cavity. This stage is usually carried out under controlled conditions to minimize turbulence. Unlike processes that rely on high-speed injection, the metal flow here is more stable, which helps reduce the likelihood of air entrapment during filling.
🏋️ Pressure Application
After the cavity is filled, a punch system applies pressure to the molten material. This step defines the essence of the process. The applied force is maintained throughout the solidification phase, ensuring that the metal remains in close contact with the die surfaces. Engineering studies note that maintaining pressure during solidification enhances heat transfer and stabilizes the metal structure as it transitions from liquid to solid.
❄️ Solidification Phase
As the metal cools, it solidifies under continuous pressure. This stage determines the internal characteristics of the final component. The combination of temperature control and applied force influences grain size and distribution, which are key factors in determining material performance.
🧱 Ejection
Once solidification is complete, the pressure is released and the die is opened. The formed part is then removed from the mold. Due to the controlled nature of the process, the component typically retains a shape that closely matches the die cavity, reducing the need for extensive finishing operations.
🔄 Types of Squeeze Casting
The squeeze casting process can be categorized into two primary types based on how molten metal enters the die and how pressure is applied. These variations are commonly known as direct squeeze casting and indirect squeeze casting.
🟢 Direct Squeeze Casting
Direct squeeze casting involves pouring molten metal directly into the die cavity before applying pressure. Once the metal is in place, a punch exerts force onto the material, initiating the solidification phase under pressure.
This method is characterized by a relatively straightforward process flow. Because the molten metal is not transferred through complex gating systems, the filling behavior is easier to control. The direct interaction between the punch and the molten metal allows for stable pressure transmission throughout the cavity.
From a process standpoint, direct squeeze casting is often selected when consistency and structural uniformity are priorities. The simplified setup also reduces variables that could affect filling dynamics, making it suitable for applications where dimensional accuracy is critical.
🔵 Indirect Squeeze Casting
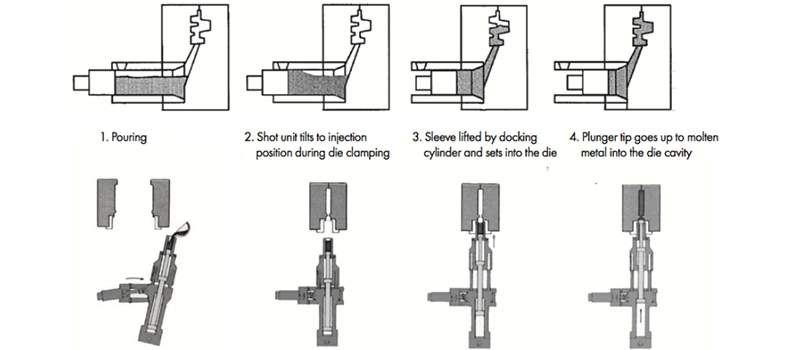
Indirect squeeze casting introduces molten metal into the die cavity through a transfer system, such as a shot sleeve or gating channel, before pressure is applied. This approach shares certain characteristics with die casting methods, particularly in how the material is delivered into the mold.
The presence of a gating system allows for more controlled distribution of molten metal within complex cavities. This makes indirect squeeze casting suitable for components with intricate geometries or varying wall thicknesses. However, the additional flow path requires careful design to maintain stability during filling.
In this variation, pressure is applied after the cavity has been filled, similar to the direct method, but the path taken by the molten metal differs. As a result, process control becomes more dependent on gating design and flow management.
⚖️ Structural Differences in Process Approach
The distinction between direct and indirect methods lies primarily in the metal delivery mechanism and pressure interaction. Direct squeeze casting emphasizes simplicity and direct force transmission, while indirect squeeze casting provides greater flexibility in shaping more complex forms through controlled flow channels.
Both approaches operate under the same fundamental principle of pressure-assisted solidification, but their process paths lead to different considerations in die design, production control, and application suitability.

⚙️ Squeeze Casting Process Explained in Detail
🔧 Step-by-Step Squeeze Casting Process
🔹 Die Preparation
In the squeeze casting process, the preparation of the die is a critical first step that directly affects the stability of subsequent operations. The die is typically preheated to a controlled temperature range to ensure that the molten metal does not solidify prematurely upon contact. This thermal preparation helps maintain a consistent flow behavior and reduces thermal shock to the tooling.
Lubrication is also applied to the die surface. This serves multiple purposes: it reduces friction between the metal and the die wall, facilitates smooth filling, and ensures easier release of the formed component after solidification. In industrial practice, die coatings are carefully selected based on the alloy type and process temperature to maintain repeatability across production cycles.
Proper die preparation is not only about temperature and lubrication but also about alignment and cleanliness. Any contamination or misalignment can influence how the molten metal behaves during filling and pressurization. Therefore, this stage is often standardized through strict operational procedures.
🔹 Metal Pouring
Once the die is ready, molten metal is introduced into the cavity. This step in the squeeze casting process is typically carried out under controlled conditions to maintain a stable and predictable flow. Unlike high-speed injection methods, the pouring here is relatively calm, which helps reduce turbulence.
Minimizing turbulence is essential because it directly affects the internal quality of the metal during solidification. A stable flow ensures that the cavity fills uniformly and reduces the possibility of defects associated with irregular metal movement. Temperature control during pouring is equally important, as it determines how the metal will behave once pressure is applied.
In many production environments, automated pouring systems are used to ensure consistency. These systems regulate both the volume and the speed of metal delivery, allowing for tighter process control and improved repeatability.
🔹 Pressure Application
After the molten metal fills the die cavity, pressure is applied using a punch or hydraulic system. This stage defines the distinguishing feature of the squeeze casting process. The applied force is maintained continuously as the metal transitions from liquid to solid.
The magnitude of pressure is carefully selected based on material type, part geometry, and process design. Maintaining stable pressure ensures that the molten metal remains in full contact with the die surfaces. According to process engineering studies, “consistent pressure during solidification enhances thermal conductivity between the metal and mold, stabilizing the solidification front.”
This stage requires precise timing. Pressure must be applied at the correct moment—after filling but before significant solidification begins. If applied too early or too late, it can influence how the metal structure develops internally.
🔹 Solidification Under Pressure
During this phase, the metal cools and solidifies while pressure is continuously maintained. The interaction between temperature gradients and applied force plays a key role in determining how the internal structure forms.
Heat is extracted through the die walls, and the presence of pressure ensures that the metal contracts in a controlled manner. This stage is characterized by a steady transition rather than abrupt changes, allowing for a more uniform internal formation. The cooling rate can vary depending on die material, thickness, and thermal management systems.
Process engineers often monitor this phase closely, as it is where the majority of structural characteristics are established. Parameters such as cooling time and pressure duration are adjusted to match the requirements of the specific component being produced.
🔹 Part Ejection
Once solidification is complete, the applied pressure is gradually released. The die is then opened, and the formed component is ejected using ejector pins or mechanical systems integrated into the mold.
The ejection stage must be carefully controlled to avoid deformation or surface damage. Because the component closely matches the shape of the die cavity, only minimal finishing is typically required. However, proper timing is essential to ensure that the part has reached sufficient strength before removal.
In automated production lines, this stage is synchronized with the next cycle to maintain efficiency. The die is then cleaned and prepared again, allowing the squeeze casting process to repeat with consistent conditions.
🏭 Equipment Used in Squeeze Casting
🔹 Hydraulic Press System
At the core of the squeeze casting process is the hydraulic press, which provides the force required for pressure application. These systems are designed to deliver stable and controllable pressure throughout the solidification stage. Modern presses often include programmable controls to adjust pressure profiles based on different production requirements.
🔹 Die and Tooling System
The die is a critical component that defines the shape and dimensional accuracy of the final product. It is typically made from high-strength tool steel capable of withstanding repeated thermal and mechanical stress. Die design also incorporates channels for temperature regulation and mechanisms for part ejection.
Tooling must be precisely engineered to ensure alignment and durability. Even small variations in die design can influence how the metal flows and solidifies, making this a key factor in overall process stability.
🔹 Temperature Control System
Temperature management plays a vital role throughout the squeeze casting process. Heating systems are used to preheat the die, while cooling channels help regulate temperature during solidification. Maintaining a stable thermal environment ensures that each production cycle behaves consistently.
Advanced systems may include sensors and feedback loops to monitor temperature in real time. This allows operators to make adjustments and maintain optimal conditions during operation.
🔹 Control and Automation Systems
Modern squeeze casting operations often rely on automated control systems to manage process parameters. These systems coordinate pouring, pressure application, cooling, and ejection in a synchronized sequence.
Automation improves repeatability and reduces human error. It also allows for precise adjustments to process variables, ensuring that each cycle meets the required specifications. As manufacturing technology advances, integration with digital monitoring and data analysis tools is becoming increasingly common.
📊 Key Process Parameters
🔹 Pressure Range
Pressure is one of the most critical variables in the squeeze casting process. It influences how the metal behaves during solidification and determines the interaction between the metal and the die surface. Typical pressure ranges vary depending on the material and component design, but consistency is more important than absolute value.
🔹 Temperature Control
Both the temperature of the molten metal and the die must be carefully managed. The balance between these temperatures affects flow behavior, filling efficiency, and solidification characteristics. Maintaining stable temperature conditions helps ensure uniform results across production cycles.
🔹 Solidification Time
The duration of solidification under pressure is another key parameter. This time must be long enough to allow the metal to fully transition into a solid state while maintaining structural stability. Adjustments to this parameter are often made based on part thickness and material properties.
🔹 Timing Coordination
Timing is essential throughout the squeeze casting process. The sequence of pouring, pressurization, and cooling must be precisely coordinated. Any deviation can influence the behavior of the metal and affect the consistency of the final component.
⚖️ Squeeze Casting Advantages and Disadvantages
🔍 Advantages of Squeeze Casting
🔹 High Material Density
One of the most notable characteristics observed in the squeeze casting process is the formation of a dense internal structure. During solidification, external pressure is continuously applied, which influences how the molten metal contracts and solidifies within the die cavity. This controlled environment allows the material to maintain close contact with the mold surface throughout the phase transition.
From a metallurgical perspective, pressure-assisted solidification alters the way atoms arrange themselves during crystallization. Instead of forming irregular internal gaps, the material develops a more compact structure. This characteristic is often associated with improved consistency in the final component and reduced internal discontinuities.
🔹 Refined Microstructure
Another important feature lies in the refinement of the metal’s internal grain structure. When pressure is maintained during cooling, the solidification front progresses in a more controlled manner. Research in materials science indicates that “external pressure during solidification can influence nucleation rates and limit excessive grain growth.”
This refined microstructure contributes to uniformity within the material. The grains tend to be smaller and more evenly distributed, which is a desirable outcome in precision manufacturing environments. The stability of this structure is closely related to how well process parameters are controlled throughout the cycle.
🔹 Near-Net Shape Capability
The squeeze casting process is often associated with the ability to produce components that closely match the geometry of the die cavity. This characteristic is commonly referred to as near-net shape manufacturing. Because the molten metal is formed under pressure within a closed mold, the final part typically requires minimal additional shaping.
From a production standpoint, this reduces the reliance on secondary machining operations. The dimensional accuracy achieved during forming allows manufacturers to streamline subsequent processing steps. This is particularly relevant in environments where efficiency and repeatability are important considerations.
🔹 Stable Surface Formation
Surface formation in squeeze casting is influenced by the interaction between molten metal and the die wall under pressure. Continuous contact during solidification promotes a uniform surface layer. This differs from processes where intermittent contact or turbulence may affect surface consistency.
The stability of this interaction contributes to predictable surface characteristics. While post-processing may still be required depending on specifications, the initial surface condition produced by the process is generally consistent across production cycles.
⚠️ Disadvantages of Squeeze Casting
🔹 Equipment Complexity
The squeeze casting process requires specialized equipment capable of applying and maintaining controlled pressure during solidification. This includes hydraulic systems, precision dies, and coordinated control mechanisms. Compared to simpler casting methods, the setup involves more components and tighter integration between systems.
From an operational perspective, this complexity introduces additional requirements in terms of maintenance, calibration, and process monitoring. Each element must function within a defined range to ensure stability during production.
🔹 Higher Initial Investment
Due to the need for advanced machinery and durable tooling, the initial investment associated with squeeze casting is typically higher than that of conventional casting processes. Tooling must withstand both thermal and mechanical stress, which influences material selection and design considerations.
This investment is often evaluated in relation to production volume and long-term usage. While the process offers certain manufacturing advantages, the upfront cost remains an important factor in decision-making.
🔹 Process Sensitivity
The squeeze casting process is sensitive to variations in key parameters such as temperature, pressure, and timing. Small deviations can influence how the molten metal behaves during filling and solidification. As a result, maintaining consistent conditions is essential.
Operators must carefully monitor each stage of the process. Automated systems can assist in controlling variables, but proper setup and calibration remain critical. This sensitivity requires a higher level of process discipline compared to more forgiving manufacturing methods.
🔹 Cycle Time Considerations
Compared to some high-speed casting techniques, the cycle time in squeeze casting may be longer due to the need for controlled solidification under pressure. Each stage—from die preparation to cooling—must follow a defined sequence to maintain stability.
This does not necessarily limit production capability, but it does require careful planning in terms of throughput and scheduling. The balance between process control and production efficiency is an important consideration in operational environments.

🔄 Squeeze Casting vs Die Casting
🔍 Squeeze Casting vs Die Casting
🔹 Process Principle Differences
Squeeze casting and traditional die casting differ fundamentally in how molten metal is introduced and solidified within the mold. In conventional die casting, molten metal is injected into a die cavity at high speed and pressure, typically using a plunger system. The filling process is rapid, and solidification occurs after the cavity is filled.
In contrast, squeeze casting follows a different sequence. Molten metal is introduced into the die under relatively stable conditions, and pressure is applied during the solidification phase rather than primarily during filling. This distinction changes how the material behaves throughout the process, especially in terms of flow stability and solidification dynamics.
The timing of pressure application is therefore a defining factor. In die casting, pressure is mainly used to push the metal into the mold. In squeeze casting, pressure is maintained while the metal transitions from liquid to solid, influencing how the internal structure develops.
🔹 Metal Flow Behavior
Another key difference lies in how molten metal flows within the die cavity. Die casting relies on high-speed injection, which can create turbulent flow conditions depending on the design of the gating system and injection parameters. This turbulence must be carefully controlled through die design and process optimization.
In squeeze casting, the metal flow is generally more controlled and less turbulent. Since the process does not depend on rapid injection, the filling stage is typically more stable. This difference in flow behavior affects how uniformly the cavity is filled and how the metal interacts with the die surfaces.
Flow stability is an important consideration in both processes, but the mechanisms used to achieve it differ significantly.
🔹 Solidification Conditions
The conditions under which solidification occurs represent one of the most important distinctions between the two methods. In die casting, solidification happens after the mold is filled, with pressure decreasing over time depending on the machine cycle.
In squeeze casting, pressure is maintained consistently throughout the solidification phase. This continuous pressure influences heat transfer and the interaction between the metal and the die wall. As a result, the solidification process tends to be more controlled and gradual.
This difference in solidification conditions plays a central role in how the final component develops internally, although the specific outcomes depend on many variables such as material type and process parameters.
🔹 Equipment and Tooling Differences
The equipment used in these two processes also reflects their operational differences. Die casting machines are designed for high-speed injection and rapid cycling. They typically include complex gating systems, shot sleeves, and injection mechanisms capable of handling high production volumes.
Squeeze casting equipment, on the other hand, focuses on delivering stable pressure over a defined period. Hydraulic presses and precision dies are central to this setup. The tooling design emphasizes uniform pressure distribution and thermal control rather than high-speed metal delivery.
These differences influence not only how the processes operate but also how they are implemented in various manufacturing environments.
⚡ Squeeze Casting vs High Pressure Die Casting
🔹 Injection vs Pressure Solidification
High pressure die casting (HPDC) is a specific form of die casting that uses extremely high injection speeds and pressures to fill the die cavity. The primary objective is to ensure complete filling in a very short time, especially for thin-walled or complex components.
Squeeze casting differs in that it does not rely on high-speed injection to achieve cavity filling. Instead, it emphasizes pressure during solidification. This means that while HPDC focuses on rapid mold filling, squeeze casting focuses on controlled solidification after filling.
The distinction between injection-driven and solidification-driven pressure application is central to understanding how these processes operate differently.
🔹 Process Control Approach
In high pressure die casting, process control is heavily centered on injection parameters such as speed, pressure curves, and gating design. Achieving proper filling without defects requires careful coordination of these variables.
In squeeze casting, process control shifts toward pressure duration, temperature balance, and timing of solidification. While both processes require precision, the variables that operators prioritize are different.
This leads to different optimization strategies depending on which process is used.
🔹 Application Considerations in Process Selection
When selecting between squeeze casting and high pressure die casting, engineers typically evaluate the requirements of the component from a process perspective. Factors such as geometry, thickness variation, and production scale influence the choice.
HPDC is often associated with high-volume production where rapid cycle times are essential. Squeeze casting, by contrast, is selected when process stability during solidification is a key consideration.
The decision is therefore not based on a single factor but on how the characteristics of each process align with manufacturing requirements.
🎯 Which Process Should You Choose?
🔹 Based on Process Requirements
Choosing between squeeze casting and die casting depends largely on how the manufacturing process needs to be controlled. If the priority is high-speed production with rapid filling cycles, die casting methods may be considered. If the focus is on controlled solidification under pressure, squeeze casting becomes more relevant.
🔹 Based on Design Complexity
Component geometry also plays a role in process selection. Complex shapes with intricate internal features may benefit from the injection-based approach of die casting. Simpler geometries with strict structural requirements may align more closely with squeeze casting methods.
🔹 Based on Production Strategy
Production volume, equipment availability, and process integration all influence the final decision. Manufacturers evaluate these factors in combination rather than isolation, ensuring that the selected method fits within the broader production strategy.
🏭 Materials Used in Squeeze Casting
🔍 Aluminum Squeeze Casting
🔹 Material Characteristics of Aluminum Alloys
Aluminum is one of the most commonly used materials in squeeze casting due to its combination of low density, good fluidity, and favorable thermal properties. During the squeeze casting process, aluminum alloys exhibit stable flow behavior when properly controlled, allowing them to fill die cavities effectively before pressure is applied.
From a metallurgical standpoint, aluminum responds well to pressure-assisted solidification. Its relatively low melting point enables efficient thermal management during processing, while its solidification characteristics make it suitable for controlled crystallization. These features allow aluminum to maintain structural consistency when subjected to external pressure during cooling.
In addition, aluminum alloys offer flexibility in composition. Elements such as silicon, magnesium, and copper can be added to modify performance characteristics, enabling engineers to tailor the material to specific production requirements. This adaptability makes aluminum a preferred choice in many manufacturing scenarios.
🔹 Behavior in the Squeeze Casting Process
When aluminum is used in squeeze casting, its interaction with temperature and pressure becomes a key factor in determining process stability. The molten metal must be maintained within a precise temperature range to ensure proper filling before pressurization begins.
During solidification, the applied pressure influences how aluminum contracts and forms within the die. The thermal conductivity of aluminum also plays an important role, as it affects how quickly heat is transferred to the mold. This interaction between temperature and pressure must be carefully balanced to maintain consistent results.
Process engineers often adjust parameters such as die temperature and pressure duration specifically for aluminum alloys. These adjustments are necessary to accommodate variations in alloy composition and component geometry.
🔹 Common Aluminum Alloy Types
Several aluminum alloy series are commonly associated with squeeze casting. For example:
- Al-Si alloys, known for their good casting fluidity
- Al-Mg alloys, often selected for corrosion resistance
- Al-Cu alloys, used where higher strength is required
Each alloy group behaves differently under pressure and temperature conditions. Selecting the appropriate alloy depends on the specific requirements of the component being produced, as well as the capabilities of the production system.
🔍 Brass Squeeze Casting
🔹 Properties of Brass in Casting Conditions
Brass, an alloy primarily composed of copper and zinc, is also used in squeeze casting, although less frequently than aluminum. Its higher melting temperature and different thermal characteristics require adjustments in process control.
In molten form, brass exhibits different flow behavior compared to aluminum. It generally requires higher temperatures to maintain fluidity, and its interaction with the die surface must be carefully managed to ensure stable filling.
From a structural standpoint, brass alloys can provide good machinability and corrosion resistance. These characteristics influence material selection in applications where such properties are required.
🔹 Process Considerations for Brass
Using brass in squeeze casting introduces additional considerations in terms of temperature management and tooling durability. The higher processing temperatures can increase thermal stress on the die, requiring more robust tooling materials and cooling strategies.
Pressure application must also be carefully controlled. Because brass behaves differently during solidification, timing and pressure levels may need adjustment compared to aluminum-based processes. Maintaining stability throughout the cycle is essential to ensure consistent results.
🔍 Other Alloys Suitable for Squeeze Casting
🔹 Magnesium Alloys
Magnesium alloys are sometimes used in squeeze casting due to their extremely low density and favorable strength-to-weight ratio. However, they require careful handling because of their reactivity at high temperatures. Protective atmospheres or specialized process controls may be necessary during production.
🔹 Copper-Based Alloys
Beyond brass, other copper-based alloys can also be processed using squeeze casting techniques. These materials typically require higher temperatures and more precise thermal management. Their use depends on specific functional requirements such as conductivity or wear resistance.
🔹 Steel and Specialized Alloys
Although less common, certain steel grades and specialized alloys can be considered for pressure-assisted casting methods. These materials present challenges due to their high melting points and complex solidification behavior. As a result, their use is generally limited to specialized applications where process conditions can be tightly controlled.
🔹 Material Selection Considerations
Selecting the appropriate material for squeeze casting involves evaluating multiple factors:
- Melting temperature and thermal behavior
- Flow characteristics during filling
- Interaction with die materials
- Compatibility with pressure-assisted solidification
Engineers must consider how each material responds within the process environment rather than evaluating properties in isolation. Material selection is therefore closely linked to process design and production capability.
🧩 Squeeze Casting Applications and Industries
🔍 Squeeze Casting Applications in Automotive
🔹 Structural Components
In the automotive sector, squeeze casting is frequently associated with the production of structural components that require dimensional stability and consistent internal formation. Parts such as suspension elements, brackets, and housings often demand precise geometry and controlled material behavior during manufacturing.
The process allows molten metal to conform closely to die geometry under pressure, which is particularly important for components that must integrate seamlessly with other mechanical systems. In automotive assembly, dimensional consistency directly affects alignment and performance, making process stability a key consideration.
🔹 Powertrain and Engine Parts
Squeeze casting is also used in the production of powertrain-related components, including parts exposed to thermal and mechanical loads. Engine-related elements often require controlled material distribution to ensure reliability under operating conditions.
During production, the interaction between temperature, pressure, and mold design influences how the material forms internally. This is especially relevant for components with varying wall thicknesses, where uniform solidification behavior is necessary to maintain structural balance.
🔹 Lightweight Design Integration
Modern automotive engineering increasingly focuses on reducing overall vehicle weight while maintaining structural requirements. In this context, squeeze casting supports the production of lightweight metal components, particularly when using aluminum-based materials.
The ability to form complex shapes while maintaining process control enables designers to optimize component geometry. This contributes to more efficient designs without introducing unnecessary manufacturing complexity.

🔍 Application of Squeeze Casting in Aerospace
🔹 Precision Components
In aerospace manufacturing, precision is a fundamental requirement. Components must meet strict dimensional tolerances and maintain consistency across production batches. Squeeze casting is applied in cases where controlled solidification and stable forming conditions are essential.
The process enables the production of parts with well-defined geometries, which is critical in systems where even minor deviations can affect performance. Tooling design and process parameters are carefully managed to meet these requirements.
🔹 Thermal and Structural Stability Requirements
Aerospace components often operate under extreme temperature variations and mechanical stress. The manufacturing process must therefore ensure that the internal structure of the material remains stable under such conditions.
Squeeze casting supports this requirement by allowing controlled interaction between molten metal and the die during solidification. This helps maintain uniformity in how the material forms, which is important for parts subjected to cyclic loading or temperature fluctuations.
🔹 Integration with Advanced Manufacturing Systems
In aerospace production environments, squeeze casting is often integrated into broader manufacturing systems that include machining, inspection, and assembly. The consistency of the process allows it to fit within highly controlled production workflows.
Automation and monitoring systems are commonly used to ensure that each stage of the process meets predefined specifications. This integration supports traceability and repeatability, both of which are essential in aerospace manufacturing.
🔍 Industrial Equipment and Machinery
🔹 Machinery Components
Squeeze casting is applied in the production of components used in industrial machinery, where reliability and dimensional accuracy are important. Parts such as housings, connectors, and support structures often require stable forming conditions during manufacturing.
The process allows these components to be produced with consistent geometry, which is necessary for proper assembly and operation within larger mechanical systems.
🔹 Load-Bearing Parts
In industrial environments, certain components must withstand continuous mechanical loads. Manufacturing processes must ensure that these parts maintain their shape and internal consistency over time.
Squeeze casting is used in cases where controlled solidification contributes to uniform material distribution. This is particularly relevant for components that experience repeated stress during operation.
🔹 Adaptability Across Equipment Types
Industrial machinery varies widely in design and function, requiring flexible manufacturing solutions. Squeeze casting can be adapted to different component sizes and shapes, making it suitable for a broad range of equipment applications.
By adjusting die design and process parameters, manufacturers can produce parts tailored to specific operational requirements. This adaptability supports its use across multiple industrial sectors.
🧾 Conclusion
Squeeze casting represents a controlled metal forming approach where pressure and solidification are tightly integrated. By managing process parameters and material behavior, it enables consistent production across various industries. Understanding its process characteristics and applications helps manufacturers make informed decisions in modern metal fabrication.






