Quality control in investment casting is the key factor that determines whether a casting is reliable, precise, and consistent. Even with the same drawing and material, poor process control can still cause porosity, shrinkage, dimensional deviation, and surface defects. These problems not only increase production costs but also affect equipment performance and delivery schedules.
Modern investment casting is no longer just about melting and pouring metal. It is a highly controlled manufacturing process that requires strict inspection at every stage, from raw material analysis to final dimensional verification. Professional foundries use advanced testing methods, process monitoring, and standardized quality systems to ensure every casting meets industrial requirements.
This guide explains the most important quality control methods in investment casting and how manufacturers achieve stable quality, tight tolerances, and defect-free precision castings.
Raw Material Quality Control
Raw material inspection is the foundation of quality control in investment casting. No matter how advanced the production equipment is, unstable raw materials will still cause casting defects, inconsistent mechanical properties, dimensional instability, and reduced product reliability. In many failed casting projects, the root problem does not begin during pouring or machining. It starts with insufficient control of the raw material itself.
Professional investment casting manufacturers understand that material quality directly determines the final casting performance. For this reason, strict inspection procedures are carried out before production officially begins. Every batch of metal material must be verified to ensure it matches the required specifications and quality standards.
Chemical Composition Inspection
Chemical composition inspection is one of the most important procedures in quality control in investment casting. Different casting applications require strict control of alloy elements because even small deviations may affect hardness, corrosion resistance, tensile strength, and heat resistance.
For example, if the carbon content is too high, the casting may become brittle. If important alloying elements are insufficient, the final component may fail under high load or harsh working conditions. This is especially critical for industrial equipment parts exposed to pressure, vibration, or corrosive environments.
Professional foundries usually inspect every incoming material batch instead of relying only on supplier certificates. Although suppliers provide material reports, independent verification is still necessary to avoid risks caused by transportation contamination, incorrect material mixing, or supplier inconsistency.
Strict chemical composition control also improves production consistency. Customers expect repeat orders to maintain identical quality standards. If raw material composition changes between batches, the casting performance may also change, creating reliability concerns for industrial applications.

Spectrometer Material Analysis
Spectrometer testing is one of the most widely used inspection methods in modern investment casting factories. It allows manufacturers to quickly and accurately analyze the elemental composition of metal materials.
During the testing process, a small sample of the material is analyzed using optical emission technology. The spectrometer then generates a detailed report showing the percentage of each alloying element. This method is fast, accurate, and highly reliable.
Spectrometer analysis helps manufacturers:
- Verify material authenticity
- Prevent material mixing
- Detect composition deviations
- Ensure compliance with customer specifications
- Improve casting consistency
Compared with traditional manual inspection methods, spectrometer testing significantly reduces human error. It also improves inspection efficiency, especially in large-scale production environments.
Many professional foundries perform spectrometer testing multiple times throughout production. The material may be checked before melting, during pouring, and after casting solidification. Multiple inspection points help create a more stable quality control system and reduce the possibility of defective castings entering later production stages.
Material Traceability Control
Material traceability is another essential part of quality control in investment casting. Without a proper traceability system, manufacturers cannot accurately identify which raw materials were used for a specific production batch.
Professional foundries normally assign heat numbers or batch identification codes to incoming materials. These records remain connected to the casting throughout the entire manufacturing process. As production continues, all inspection data, melting records, and process information are linked to the same batch number.
This system allows manufacturers to trace:
- Raw material sources
- Inspection results
- Melting records
- Heat treatment data
- Final quality inspection reports
Traceability is extremely important in industries with strict quality requirements. If any issue occurs after delivery, manufacturers can quickly identify affected batches instead of stopping or recalling all production.
A complete traceability system also improves customer confidence. Buyers want clear proof that the casting materials meet specified standards and that all inspection procedures were properly completed during manufacturing.
Modern investment casting factories increasingly use digital management systems to improve traceability accuracy and production transparency. Electronic records reduce documentation errors and make quality management more efficient throughout the production cycle.
Wax Pattern Inspection
Wax pattern inspection is one of the most important stages in quality control in investment casting because the wax pattern directly determines the dimensional accuracy and surface quality of the final casting. In professional quality control in investment casting, manufacturers inspect every wax pattern before shell building begins to prevent defects from entering later production stages.
Even small wax pattern problems can eventually become serious casting defects. If the wax pattern dimensions are unstable, the final casting may fail tolerance requirements, increase machining costs, or create assembly problems. For this reason, strict wax inspection procedures are a standard part of modern quality control in investment casting.
Dimensional Consistency Control
Dimensional inspection is the core task of wax pattern inspection in quality control in investment casting. Professional foundries measure key dimensions after wax injection to ensure the wax pattern matches drawing specifications.
Inspection equipment commonly includes:
- Vernier calipers
- Go/no-go gauges
- Optical measuring systems
- Coordinate measuring machines (CMM)
For complex precision castings, multiple critical dimensions are checked during production. Some manufacturers also perform random sampling inspections throughout the injection cycle to maintain stable batch consistency.
Several production factors directly influence wax pattern dimensions:
- Wax injection pressure
- Wax temperature
- Cooling time
- Mold temperature
- Environmental temperature
If these parameters fluctuate, the wax pattern may shrink unevenly or deform during cooling. Stable process control is therefore essential for maintaining dimensional consistency in quality control in investment casting.
Visual Inspection of Wax Patterns
Visual inspection is another important procedure in quality control in investment casting. After dimensional verification, operators inspect the wax pattern surface for visible defects that may transfer to the final casting.
Common inspection points include:
- Surface smoothness
- Edge completeness
- Thin-wall integrity
- Gate connection quality
- Flash removal condition
Inspectors also check for:
- Surface scratches
- Air bubbles
- Incomplete filling
- Cracks
- Deformation
If these defects are not removed during wax inspection, they can later cause porosity, surface defects, dimensional deviation, or incomplete metal filling during casting production.
Professional foundries usually establish clear inspection standards for wax patterns. Defective wax components are rejected immediately before entering the shell building process. Early defect removal is a critical part of reducing scrap rates in quality control in investment casting.
Mold Calibration and Process Stability
Stable mold performance is essential for consistent wax pattern quality. In quality control in investment casting, mold calibration and maintenance directly affect wax accuracy, repeatability, and production stability.
Over time, repeated injection cycles may gradually wear the mold cavity. Mold wear can cause dimensional variation, poor surface finish, and unstable wax injection performance. To prevent these problems, professional foundries regularly perform:
- Mold cleaning
- Surface polishing
- Dimensional recalibration
- Alignment inspection
- Cooling channel maintenance
Mold temperature control is also important in quality control in investment casting. Uneven mold temperature may cause unstable wax flow and inconsistent cooling, leading to dimensional distortion or shrinkage variation.
Many advanced investment casting manufacturers now use automated injection systems to control pressure and temperature more precisely. Automated process control helps reduce operator variation and improves production consistency during large-volume manufacturing.
Stable wax pattern inspection procedures allow manufacturers to improve casting precision, reduce defect risks, and maintain reliable product quality throughout the entire investment casting process.
Shell Mold Quality Control
Shell mold quality control is a core stage in quality control in investment casting because the ceramic shell directly influences casting strength, dimensional stability, surface finish, and defect formation. Even if the wax pattern is accurate, poor shell quality can still cause cracking, metal leakage, rough surfaces, deformation, and internal defects during pouring.
Professional manufacturers treat shell building as one of the most strictly controlled procedures in quality control in investment casting. Every step, from slurry preparation to shell drying, must remain stable to ensure reliable casting performance.
Ceramic Slurry Control
Ceramic slurry quality is one of the most important factors in shell mold quality control in investment casting. The slurry forms the surface layer of the ceramic shell, and its stability directly affects shell strength and casting surface quality.
Professional foundries continuously monitor several slurry parameters during production, including:
- Viscosity
- Density
- pH value
- Temperature
- Binder concentration
If slurry viscosity becomes unstable, the ceramic coating thickness may become uneven. Excessively thick coatings can reduce dimensional accuracy, while thin coatings may weaken shell strength and increase cracking risks during pouring.
Slurry contamination is another major concern in quality control in investment casting. Dust, impurities, or improperly mixed materials may create surface inclusions or shell defects. For this reason, manufacturers regularly filter and replace slurry materials to maintain production stability.
Some advanced investment casting factories also use automated slurry control systems to improve consistency and reduce manual operating errors.
Shell Thickness Inspection
Shell thickness inspection is another critical procedure in quality control in investment casting. The ceramic shell must be strong enough to withstand molten metal pressure while still maintaining accurate dimensions and controlled cooling characteristics.
If the shell is too thin, it may crack or deform during pouring. If the shell is too thick, cooling rates may become unstable, increasing the risk of shrinkage defects or dimensional variation.
Professional foundries carefully control shell thickness during repeated dipping and sanding operations. Each ceramic layer must dry properly before the next layer is applied. Operators usually inspect:
- Layer uniformity
- Corner coverage
- Thin-wall areas
- Gate reinforcement sections
For complex castings, shell thickness control becomes even more important because uneven ceramic buildup may affect metal flow and solidification behavior.
Many manufacturers establish standardized shell thickness specifications for different casting sizes and alloy types. This helps maintain stable shell performance across different production batches.
Drying Temperature and Humidity Control
Drying conditions have a direct influence on shell quality in quality control in investment casting. After each ceramic coating layer is applied, the shell must dry under controlled environmental conditions before the next layer is added.
If drying occurs too quickly, the shell surface may crack due to uneven moisture evaporation. If drying is too slow, shell strength may remain insufficient, affecting production efficiency and shell stability.
Professional investment casting factories therefore maintain strict control of:
- Drying temperature
- Humidity
- Air circulation
- Drying time
Humidity control is especially important. Excessive humidity may weaken shell bonding strength, while extremely dry environments may increase cracking risks.
Large investment casting manufacturers often use dedicated shell drying rooms equipped with environmental control systems. Stable drying conditions improve shell consistency and reduce production variation.
Proper drying control is a key factor in reducing shell-related defects in quality control in investment casting.
Shell Cracking Prevention
Shell cracking is one of the most serious shell-related problems in quality control in investment casting. Cracks may appear during drying, dewaxing, handling, or metal pouring. Once the shell cracks, molten metal leakage and casting failure may occur immediately.
Several factors may cause shell cracking, including:
- Uneven shell thickness
- Improper drying conditions
- Weak slurry bonding
- Rapid temperature changes
- Poor wax assembly design
Professional foundries reduce cracking risks through strict process control at every shell-building stage. Operators carefully inspect shells before dewaxing and pouring to identify visible cracks or weak areas.
During dewaxing, temperature rise must also remain controlled. If the wax expands too rapidly inside the shell, internal pressure may crack the ceramic structure.
Many manufacturers perform shell strength testing as part of quality control in investment casting. Shell samples may undergo mechanical testing to verify they can withstand pouring temperatures and metal pressure safely.
Stable shell mold quality is essential for producing high-quality investment castings. Strong process control during shell production helps manufacturers reduce casting defects, improve dimensional consistency, and maintain reliable product quality throughout the investment casting process.

Pouring and Temperature Control
Pouring and temperature control are among the most critical procedures in quality control in investment casting because molten metal behavior directly affects internal structure, dimensional stability, surface quality, and defect formation. Even if raw materials, wax patterns, and ceramic shells are properly controlled, unstable pouring conditions can still lead to serious casting failures.
Professional manufacturers therefore establish strict pouring standards as part of quality control in investment casting. Temperature variation, pouring speed, and solidification control must all remain stable throughout production.
Molten Metal Temperature Control
Molten metal temperature is one of the most important parameters in quality control in investment casting. Every alloy has a specific pouring temperature range. If the temperature is too low, the metal may not fully fill the mold cavity. If the temperature is too high, oxidation, gas absorption, shrinkage defects, and grain coarsening may occur.
Professional foundries continuously monitor furnace temperature before and during pouring. Infrared thermometers, thermal sensors, and digital monitoring systems are commonly used to maintain stable pouring conditions.
Stable temperature control improves:
- Metal fluidity
- Mold filling performance
- Surface finish quality
- Internal structure stability
- Mechanical properties
Different casting geometries also require different temperature strategies. Thin-wall precision castings often require higher pouring temperatures to ensure complete filling, while larger castings may need controlled cooling conditions to reduce shrinkage risks.
In quality control in investment casting, temperature records are usually documented for every production batch. This helps manufacturers maintain process repeatability and analyze quality problems if defects occur later.
Pouring Speed Optimization
Pouring speed has a direct influence on turbulence, gas entrapment, and metal flow stability in quality control in investment casting. If molten metal enters the shell too quickly, turbulence may increase oxidation and create internal porosity defects. If pouring is too slow, the metal may solidify before completely filling the mold cavity.
Professional foundries carefully control pouring speed according to:
- Casting size
- Wall thickness
- Alloy type
- Gate system design
- Mold temperature
Stable pouring flow helps reduce:
- Air entrapment
- Cold shuts
- Misruns
- Oxide inclusions
- Surface defects
Automated pouring systems are increasingly used in modern quality control in investment casting because they improve consistency and reduce operator variation. Compared with manual pouring, automated systems provide more stable flow control and more accurate temperature management.
Gate and runner system design also affects pouring performance. Proper gate design helps molten metal flow smoothly into the mold cavity while minimizing turbulence and temperature loss.
Solidification and Shrinkage Control
Solidification control is another key focus of quality control in investment casting. As molten metal cools and solidifies, volume shrinkage naturally occurs. If shrinkage is not properly controlled, internal voids and structural defects may develop inside the casting.
Professional manufacturers carefully design feeding systems to compensate for metal shrinkage during solidification. Risers and gates help maintain metal supply while the casting cools.
Several factors influence solidification behavior in quality control in investment casting:
- Alloy composition
- Cooling rate
- Casting geometry
- Shell thickness
- Pouring temperature
Uneven cooling is one of the main causes of shrinkage defects. Thick sections usually cool more slowly than thin sections, creating internal stress and shrinkage concentration areas.
To reduce these risks, foundries often use casting simulation software before production begins. Simulation analysis helps engineers optimize gate locations, riser size, and cooling behavior to improve casting quality.
Controlled solidification improves:
- Internal density
- Structural integrity
- Mechanical performance
- Dimensional stability
Stable solidification control is essential for reducing rejection rates in quality control in investment casting.
Heat Treatment Quality Assurance
Heat treatment is an important extension of quality control in investment casting because it directly affects mechanical properties, hardness, strength, and structural stability.
After casting solidification, many components require heat treatment processes such as:
- Annealing
- Normalizing
- Quenching
- Tempering
- Solution treatment
Professional foundries strictly control heat treatment temperature, holding time, and cooling conditions. Improper heat treatment may cause deformation, excessive hardness variation, cracking, or reduced toughness.
Furnace calibration is an important part of heat treatment quality assurance in quality control in investment casting. Temperature distribution inside the furnace must remain stable to ensure uniform material properties throughout the casting batch.
Manufacturers also perform hardness testing and mechanical property inspection after heat treatment to verify that the casting meets required specifications.
Consistent pouring and temperature control allow investment casting manufacturers to reduce internal defects, improve structural stability, and maintain reliable casting quality throughout the production process.
Dimensional Inspection and Tolerance Control
Dimensional inspection is one of the most important procedures in quality control in investment casting because dimensional accuracy directly determines whether the casting can be assembled, machined, or used reliably in industrial equipment. Even if the casting surface appears acceptable, dimensional deviation may still cause assembly failure, excessive machining costs, vibration problems, or reduced equipment performance.
Professional manufacturers therefore establish strict dimensional inspection standards throughout quality control in investment casting. Every critical dimension must be verified to ensure the casting meets drawing specifications and tolerance requirements.
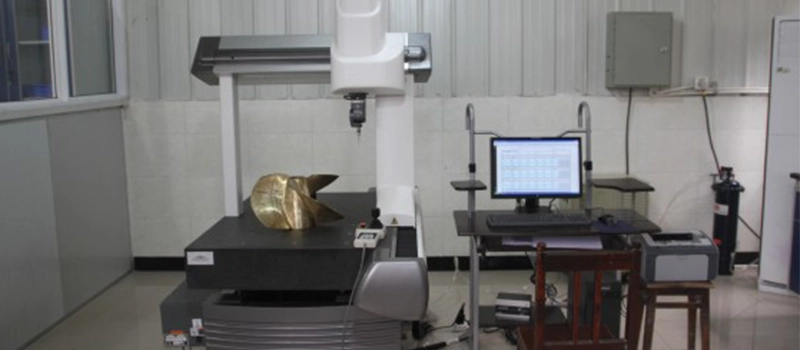
CMM Inspection
Coordinate Measuring Machine (CMM) inspection is one of the most widely used dimensional inspection methods in quality control in investment casting. CMM systems provide highly accurate three-dimensional measurement data for complex casting geometries.
During inspection, the probe measures multiple points on the casting surface and compares them directly with CAD drawing data. This allows inspectors to verify:
- Critical dimensions
- Hole positions
- Flatness
- Roundness
- Geometric tolerances
- Complex contour profiles
CMM inspection is especially important for precision castings with tight tolerance requirements. Manual measurement tools may not provide sufficient accuracy for complex components, while CMM systems can detect very small dimensional deviations.
Professional foundries usually perform CMM inspection on:
- First article samples
- Critical production batches
- Complex geometries
- High-precision industrial components
In quality control in investment casting, CMM reports also provide documented inspection records for customer verification and production traceability.
3D Scanning Technology
3D scanning technology is becoming increasingly important in modern quality control in investment casting because it allows fast and comprehensive dimensional analysis of complex castings.
Unlike traditional point-by-point measurement methods, 3D scanning captures the entire casting surface and generates a complete digital model. The scanned data can then be compared directly with the original CAD design.
3D scanning helps manufacturers quickly identify:
- Dimensional deviation
- Surface deformation
- Warping
- Shrinkage variation
- Machining allowance problems
For large or highly complex castings, 3D scanning significantly improves inspection efficiency in quality control in investment casting. It also reduces inspection time while providing more complete dimensional analysis.
Color deviation maps generated by scanning software make dimensional problems easier to identify visually. Engineers can quickly locate areas that exceed tolerance limits and adjust production parameters accordingly.
Many investment casting manufacturers now combine 3D scanning with simulation analysis to improve process optimization and dimensional consistency.

GD&T Tolerance Standards
GD&T, or Geometric Dimensioning and Tolerancing, plays an important role in quality control in investment casting because modern industrial components often require more than basic dimensional accuracy.
GD&T standards help define:
- Position tolerance
- Flatness
- Parallelism
- Concentricity
- Perpendicularity
- Surface profile requirements
These geometric tolerances are especially important for components that require accurate assembly or precise mechanical movement.
Professional foundries must fully understand customer GD&T requirements before production begins. Improper interpretation of tolerance specifications may lead to inspection failure even if basic dimensions appear correct.
In quality control in investment casting, engineers often analyze casting shrinkage behavior and machining allowance together with GD&T requirements to ensure the final component remains within acceptable tolerance limits after machining.
Advanced CMM systems are commonly used to verify GD&T requirements because geometric tolerances usually require highly precise measurement capability.
Precision Measurement Systems
Modern quality control in investment casting relies heavily on precision measurement systems to maintain stable dimensional consistency throughout production.
Different inspection tools are selected according to casting complexity and tolerance requirements, including:
- Vernier calipers
- Micrometers
- Height gauges
- Optical comparators
- Laser measuring systems
- Coordinate measuring machines
Professional foundries also establish standardized inspection procedures to reduce measurement variation between operators. Inspection frequency, sampling methods, and tolerance standards are usually defined according to customer specifications and production requirements.
Environmental control is another important factor in dimensional inspection. Temperature changes may slightly expand or contract metal components, affecting measurement accuracy. For high-precision castings, dimensional inspection is often performed in temperature-controlled inspection rooms.
Regular calibration of inspection equipment is also essential in quality control in investment casting. Uncalibrated measurement tools may create false inspection results and allow defective products to pass quality verification.
Stable dimensional inspection procedures help manufacturers maintain tight tolerances, improve assembly reliability, reduce machining variation, and ensure consistent casting quality across large production volumes.
Non-Destructive Testing for Investment Castings
Non-destructive testing is a critical stage in quality control in investment casting because some casting defects cannot be identified through visual inspection alone. Internal porosity, shrinkage cavities, micro-cracks, and structural discontinuities may remain hidden inside the casting while still seriously affecting mechanical performance and operational safety.
Professional manufacturers use non-destructive testing methods as part of advanced quality control in investment casting to verify internal integrity without damaging the final product. Different testing methods are selected according to casting material, geometry, application requirements, and industry standards.
X-Ray Inspection
X-ray inspection is one of the most widely used methods in quality control in investment casting for detecting internal defects. X-rays penetrate the casting and create an image of the internal structure, allowing inspectors to identify hidden discontinuities that cannot be seen externally.
X-ray testing is highly effective for detecting:
- Internal porosity
- Shrinkage cavities
- Gas holes
- Inclusions
- Internal cracks
In precision investment castings, even small internal defects may reduce pressure resistance or structural reliability. This is especially important for aerospace, petrochemical, automotive, and valve components.
Professional foundries usually establish acceptance standards for X-ray inspection according to customer specifications and international quality standards. Critical castings may require 100% radiographic inspection before shipment.
Digital X-ray systems are increasingly common in modern quality control in investment casting because they provide faster image processing, improved defect visibility, and more accurate inspection records compared with traditional film methods.
Ultrasonic Testing
Ultrasonic testing is another important inspection method in quality control in investment casting. This method uses high-frequency sound waves to detect internal discontinuities inside the casting material.
During inspection, ultrasonic signals travel through the casting structure. If cracks, voids, or inclusions exist, the sound waves reflect differently, allowing inspectors to locate internal defects.
Ultrasonic testing is commonly used for:
- Thick-wall castings
- Large structural components
- High-strength alloy castings
- Critical load-bearing parts
Compared with X-ray inspection, ultrasonic testing can often inspect thicker materials more efficiently. It also allows inspectors to estimate defect depth and size more accurately in certain applications.
In quality control in investment casting, ultrasonic testing requires skilled operators because inspection accuracy depends heavily on proper probe positioning and signal interpretation.
Dye Penetrant Testing
Dye penetrant testing is widely used in quality control in investment casting to detect small surface cracks and discontinuities. This method is especially effective for identifying defects that are difficult to see during ordinary visual inspection.
The inspection process normally includes:
- Surface cleaning
- Penetrant application
- Penetration time control
- Excess penetrant removal
- Developer application
- Defect observation
If surface cracks or pores are present, the penetrant liquid enters the defect openings and becomes visible during inspection.
Dye penetrant testing is commonly used for:
- Stainless steel castings
- Precision components
- Thin-wall structures
- High-surface-finish applications
This method is relatively simple but highly effective for improving surface defect detection in quality control in investment casting.
Magnetic Particle Inspection
Magnetic particle inspection is another common non-destructive testing method in quality control in investment casting for detecting surface and near-surface cracks in ferromagnetic materials.
During inspection, the casting is magnetized and magnetic particles are applied to the surface. If cracks exist, the magnetic field becomes distorted and attracts the particles, making the defect visible.
Magnetic particle inspection is effective for detecting:
- Surface cracks
- Heat treatment cracks
- Grinding cracks
- Fatigue-related discontinuities
This method is widely used for carbon steel and alloy steel investment castings. However, it cannot be applied to non-magnetic materials such as austenitic stainless steel or aluminum alloys.
Professional foundries often combine magnetic particle inspection with other non-destructive testing methods to improve inspection reliability in quality control in investment casting.

Mechanical Property Testing
Mechanical property testing is an essential part of quality control in investment casting because dimensional accuracy alone cannot guarantee casting reliability. Even if the casting appearance is acceptable, insufficient strength, hardness variation, or poor toughness may still cause failure during actual operation.
Professional manufacturers use mechanical property testing to verify that investment castings can withstand real working conditions such as pressure, vibration, impact, wear, and heavy loads. In many industries, mechanical testing is a mandatory requirement in quality control in investment casting before products can be approved for shipment.
Tensile Strength Testing
Tensile testing is one of the most important mechanical inspections in quality control in investment casting. This test evaluates how much force the casting material can withstand before deformation or fracture occurs.
During the testing process, a prepared test specimen is pulled under controlled force until failure. The test provides critical mechanical data, including:
- Tensile strength
- Yield strength
- Elongation
- Reduction of area
These values help manufacturers confirm whether the casting material meets required engineering standards and customer specifications.
Tensile testing is especially important for structural investment castings used in:
- Construction equipment
- Mining machinery
- Automotive systems
- Industrial valves
- Petrochemical equipment
If tensile strength is insufficient, the casting may crack or fail under working loads. For this reason, professional foundries carefully control raw materials, pouring conditions, and heat treatment to maintain stable tensile performance in quality control in investment casting.
Hardness Testing
Hardness testing is another common procedure in quality control in investment casting because hardness directly affects wear resistance, machining performance, and service life.
Several hardness testing methods are commonly used, including:
- Brinell hardness testing
- Rockwell hardness testing
- Vickers hardness testing
Different casting materials and applications require different hardness ranges. Excessive hardness may increase brittleness and machining difficulty, while insufficient hardness may reduce wear resistance and structural durability.
Professional foundries often perform hardness testing after heat treatment because improper heat treatment may cause uneven hardness distribution throughout the casting.
In quality control in investment casting, hardness consistency is also important. Large hardness variation inside the same casting may indicate unstable microstructure or improper cooling conditions.
Hardness testing provides fast and effective quality verification before additional machining or assembly operations begin.
Impact Testing
Impact testing evaluates the toughness of investment castings under sudden loading conditions. This test is especially important in quality control in investment casting for components exposed to vibration, shock loading, or low-temperature environments.
During impact testing, a specimen is fractured under controlled impact force to measure the material’s energy absorption capability.
Impact testing helps manufacturers evaluate:
- Material toughness
- Brittle fracture resistance
- Low-temperature performance
- Heat treatment effectiveness
Poor impact performance may increase the risk of sudden fracture during operation, especially in harsh industrial environments.
Certain industries apply very strict impact testing requirements for investment castings, particularly for pressure equipment, energy systems, and heavy machinery components.
Stable impact performance depends heavily on:
- Material composition
- Grain structure
- Heat treatment quality
- Solidification control
For this reason, impact testing is closely connected to overall process stability in quality control in investment casting.
Metallographic Analysis
Metallographic analysis is used in quality control in investment casting to examine the internal microstructure of the casting material. This inspection helps manufacturers evaluate whether the casting structure meets required metallurgical standards.
During metallographic inspection, a sample is polished, chemically etched, and observed under a microscope. Engineers then analyze:
- Grain structure
- Carbide distribution
- Inclusion content
- Phase structure
- Heat treatment condition
Microstructure quality directly affects mechanical properties, corrosion resistance, fatigue strength, and service life.
For example, coarse grain structures may reduce toughness, while improper carbide distribution may affect wear resistance or machining performance.
Metallographic analysis is especially important for high-performance investment castings requiring strict mechanical reliability.
Professional foundries use metallographic inspection to verify process stability and identify production problems that may not be visible during ordinary mechanical testing.
Strict mechanical property testing allows manufacturers to confirm that investment castings meet performance requirements, maintain structural reliability, and satisfy demanding industrial quality standards.

Surface Finish and Final Inspection
Surface finish and final inspection are the last major procedures in quality control in investment casting before shipment. At this stage, manufacturers verify whether the casting fully meets dimensional, structural, and appearance requirements. Even if earlier production stages are well controlled, final inspection is still necessary to ensure defective products do not enter customer applications.
Professional foundries establish strict final inspection standards in quality control in investment casting to reduce rejection risks, improve delivery reliability, and maintain stable product consistency.
Surface Roughness Inspection
Surface quality directly affects machining performance, coating adhesion, sealing capability, and product appearance. For this reason, surface roughness inspection is an important part of quality control in investment casting.
Investment castings are widely used because they can achieve relatively smooth surfaces compared with many other casting processes. However, unstable shell quality, improper pouring conditions, or surface contamination may still create rough or defective surfaces.
Professional inspectors evaluate:
- Surface smoothness
- Roughness consistency
- Edge condition
- Corner quality
- Surface cleanliness
Surface roughness is commonly measured using roughness testers that provide Ra values according to customer specifications.
Several production factors influence surface quality in quality control in investment casting, including:
- Ceramic shell surface condition
- Slurry stability
- Pouring temperature
- Metal cleanliness
- Cooling behavior
If surface roughness exceeds acceptable limits, additional grinding, polishing, or machining may be required, increasing production costs and delivery time.
Stable surface finish control helps manufacturers improve casting appearance and reduce secondary processing requirements.
Visual Quality Inspection
Visual inspection is one of the most basic but still essential procedures in quality control in investment casting. Experienced inspectors carefully examine every casting surface to identify visible defects before shipment.
Common inspection targets include:
- Surface cracks
- Pits
- Cold shuts
- Misruns
- Flash
- Grinding marks
- Oxidation defects
- Surface inclusions
Visual inspection also verifies whether cleaning, trimming, and finishing operations were completed correctly.
Although advanced testing technologies are important, visual inspection remains highly effective for identifying many common casting problems quickly and efficiently.
Professional foundries usually establish standardized visual acceptance criteria in quality control in investment casting to ensure inspection consistency between different operators and production batches.
For critical products, inspectors may use magnification equipment or specialized lighting systems to improve defect visibility.
Final Dimensional Verification
Final dimensional verification is one of the last approval procedures in quality control in investment casting. After finishing and machining operations are completed, inspectors verify that all critical dimensions remain within required tolerance limits.
Depending on product complexity, dimensional inspection may include:
- Caliper measurements
- Micrometer inspection
- Gauge verification
- CMM analysis
- 3D scanning confirmation
Final dimensional inspection is especially important because some dimensions may change slightly during heat treatment, machining, polishing, or surface finishing processes.
Professional manufacturers usually focus heavily on:
- Assembly dimensions
- Hole positions
- Flatness
- Parallelism
- Machining allowance areas
If dimensional deviation exceeds specifications, the casting may fail assembly requirements or create operational problems in the customer’s equipment.
Accurate final dimensional verification is therefore a key part of maintaining stable quality control in investment casting.
Packaging Inspection Before Shipment
Packaging inspection is the final step in quality control in investment casting before products leave the factory. Even high-quality castings may become damaged during transportation if packaging protection is insufficient.
Professional foundries inspect packaging conditions carefully to ensure castings remain protected during shipping and storage.
Packaging inspection normally includes verification of:
- Product quantity
- Product identification
- Protective wrapping
- Rust prevention treatment
- Carton or pallet condition
- Shock protection materials
Heavy or precision investment castings often require customized packaging solutions to prevent deformation, collision damage, or corrosion during transportation.
Clear labeling and traceability markings are also verified before shipment to ensure customers can correctly identify production batches and product specifications.
Stable packaging control helps manufacturers reduce transportation damage risks and maintain reliable delivery quality as part of professional quality control in investment casting.

How to Choose a Reliable Investment Casting Supplier
Choosing the right manufacturer is a critical part of quality control in investment casting. Stable casting quality does not depend only on equipment. It depends on whether the supplier has complete process control, strict inspection standards, experienced engineering teams, and reliable production management.
Many casting defects such as porosity, dimensional deviation, shell cracking, and unstable mechanical properties are often caused by weak quality management systems rather than isolated production mistakes. For this reason, professional industrial buyers usually focus heavily on the supplier’s actual quality control capability before starting long-term cooperation.
Important Certifications
Certifications are one of the clearest indicators of professional quality control in investment casting. Reliable manufacturers usually operate under internationally recognized quality systems to ensure stable production procedures and inspection standards.
Professional investment casting suppliers should maintain complete quality documentation covering:
- Material inspection
- Production control
- Dimensional inspection
- Non-destructive testing
- Final quality verification
International compliance capability is especially important for export-oriented casting manufacturers serving Europe and North America.
Dalian ZhongSheng Metal Products Co., Ltd. maintains standardized quality management procedures and international compliance documentation to support global industrial customers. The company also maintains authorized European representative certification for international market support and compliance management.
Stable certification systems help improve production consistency, reduce quality risks, and strengthen customer confidence during long-term cooperation.
Inspection Capability Evaluation
Inspection capability is one of the core foundations of quality control in investment casting. Professional manufacturers invest heavily in inspection equipment and process monitoring systems to ensure casting quality remains stable throughout production.
Reliable investment casting manufacturers should be capable of performing:
- Chemical composition analysis
- Spectrometer testing
- Dimensional inspection
- Non-destructive testing
- Mechanical property testing
- Surface quality verification
Dalian ZhongSheng Metal Products Co., Ltd. follows strict inspection procedures throughout the investment casting production process. From raw material verification to final shipment inspection, every stage is controlled according to standardized quality requirements.
Advanced inspection equipment and experienced quality control personnel help reduce production variation and improve casting consistency for industrial applications requiring stable long-term performance.
Strong inspection capability also allows manufacturers to identify production problems earlier, reducing defect risks before products enter final assembly or shipment stages.
Production Experience and Quality Stability
Production experience is another major factor in quality control in investment casting. Precision casting production involves complex control of wax patterns, shell molds, pouring temperatures, cooling behavior, machining allowances, and dimensional tolerances.
Experienced manufacturers understand how different materials and casting structures behave during production. This practical engineering knowledge helps improve process stability and reduce common casting defects.
Dalian ZhongSheng Metal Products Co., Ltd. has extensive experience producing investment castings for industries such as:
- Construction equipment
- Mining machinery
- Automotive components
- Agricultural machinery
- Petrochemical applications
The company focuses on maintaining stable casting quality, competitive production costs, and reliable delivery schedules for international customers.
Strict process management helps reduce:
- Dimensional inconsistency
- Internal defects
- Surface defects
- Production delays
- Rejection rates
Professional process control is one of the most important long-term advantages in quality control in investment casting.
Stable Quality Control for Long-Term Cooperation
Reliable investment casting suppliers focus on long-term quality stability rather than short-term production volume alone. Stable quality management systems help manufacturers maintain consistent product performance across different production batches and large-volume orders.
Dalian ZhongSheng Metal Products Co., Ltd. emphasizes complete process control throughout the entire investment casting workflow, including raw material inspection, wax pattern inspection, shell mold control, pouring management, dimensional verification, and final inspection procedures.
The company continues improving quality control in investment casting through standardized production management, experienced engineering support, and strict inspection systems. This helps ensure customers receive stable, reliable, and high-quality precision castings for demanding industrial applications.
Conclusion
Quality control in investment casting is not controlled by a single inspection process. It is a complete manufacturing system that covers raw material verification, wax pattern inspection, shell mold control, pouring management, dimensional inspection, non-destructive testing, mechanical property verification, and final quality inspection.
Every production stage directly affects the final casting quality. Even small process variations may lead to dimensional deviation, internal defects, surface problems, or unstable mechanical performance. For this reason, professional manufacturers must maintain strict and standardized quality control procedures throughout the entire investment casting process.
Reliable suppliers with strong engineering experience, advanced inspection capability, and stable production management can significantly reduce defect risks and improve long-term product consistency.
Dalian ZhongSheng Metal Products Co., Ltd. continues focusing on professional quality control in investment casting through strict process management, advanced inspection standards, and stable manufacturing capability. By controlling every critical production stage, the company delivers reliable precision castings for demanding industrial applications worldwide.






