A casting can fail before the molten metal even enters the mold.
In many cases, the real problem is not the alloy, the mold, or the process—it is the gating and risering system design. The way molten metal flows and solidifies determines whether a casting becomes a high-quality product or costly scrap.
This guide explains the principles behind effective gating and risering design and how they improve casting quality.
What Is Gating and Risering System Design?
Gating and risering system design is the process of designing the pathways and feeding reservoirs that control how molten metal enters, fills, and solidifies within a mold. Although these systems are removed after casting and do not become part of the final product, they play a fundamental role in achieving sound castings.
A successful design must ensure smooth metal flow during mold filling while providing sufficient liquid metal to compensate for solidification shrinkage. To accomplish this, engineers carefully determine the size, shape, location, and dimensions of both the gating and risering systems according to the casting geometry, alloy type, and production requirements.
Definition of a Gating System
The gating system is the network of channels that transports molten metal from the pouring basin to the mold cavity. Its primary function is to guide molten metal into the mold at the correct speed and direction while minimizing turbulence, oxidation, and temperature loss.
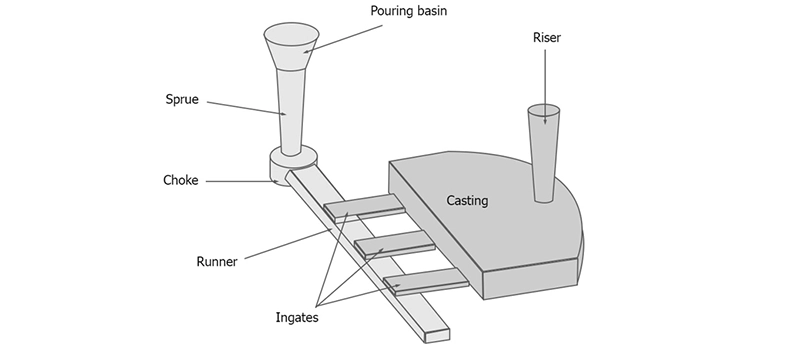
A typical gating system consists of a pouring basin, sprue, runner, and ingates. These components work together to distribute molten metal evenly throughout the mold cavity.
An effective gating system helps achieve complete mold filling and reduces the risk of defects such as air entrapment, oxide inclusions, cold shuts, and misruns. Because molten metal behavior changes depending on alloy composition and casting geometry, gating designs often vary from one application to another.
Definition of a Risering System
The risering system is designed to supply additional molten metal to the casting during solidification. As metal cools and changes from liquid to solid, volume contraction occurs naturally. Without an adequate source of feed metal, shrinkage cavities may form inside the casting.
A riser acts as a reservoir connected to the casting. During cooling, the riser remains molten longer than the casting and continuously feeds metal into areas experiencing shrinkage.
The effectiveness of a risering system depends on factors such as riser volume, shape, neck dimensions, and placement. Proper riser design promotes directional solidification and helps produce sound castings with minimal internal defects.
Why Gating and Risering System Design Matters
The gating system controls how molten metal enters the mold, while the risering system controls how the casting solidifies. Together, they directly influence casting quality, production yield, and manufacturing efficiency.
Poor designs may result in shrinkage porosity, gas defects, inclusions, or incomplete filling. Well-designed systems help minimize these issues while improving material utilization and reducing production costs.
Relationship Between Gating and Risering Systems
Although their functions are different, gating and risering systems must be designed as a complete unit. A gating system that fills the mold perfectly cannot compensate for inadequate feeding, and a well-designed riser cannot correct problems caused by turbulent metal flow.
For this reason, foundry engineers evaluate both systems simultaneously to ensure smooth filling, controlled solidification, and consistent casting quality.
Components of a Gating System
As one of the most important elements of gating and risering system design, the gating system controls how molten metal travels from the ladle into the mold cavity. Its primary purpose is not simply to deliver metal, but to ensure that the mold fills smoothly, completely, and efficiently while minimizing turbulence, oxidation, and temperature loss.
A well-designed gating system helps improve casting quality by promoting stable metal flow and reducing the likelihood of common casting defects. Conversely, even a small design error in the gating system can lead to serious quality issues such as cold shuts, gas porosity, oxide inclusions, and misruns.
Although gating system configurations vary depending on casting geometry, alloy type, and production method, most designs include several essential components that work together to control the filling process.
Pouring Basin
The pouring basin is the first component encountered by molten metal after it leaves the ladle. Located at the top of the mold, it acts as a temporary reservoir that receives the incoming metal before directing it into the sprue.
The primary function of the pouring basin is to provide a steady and controlled flow of molten metal. Without a properly designed pouring basin, metal may enter the sprue unevenly, causing turbulence and increasing the risk of air aspiration.
A well-designed pouring basin also helps trap slag and other impurities before they enter the gating system. In many foundries, pouring basins are designed with sufficient volume to accommodate variations in pouring speed and operator technique, ensuring a more stable flow throughout the filling process.
Within gating and risering system design, the pouring basin serves as the starting point for maintaining smooth metal flow and minimizing contamination.
Sprue
The sprue is a vertical channel that carries molten metal downward from the pouring basin to the runner system. Although it appears simple, the sprue plays a critical role in controlling metal velocity.
As molten metal falls through the sprue, gravity causes it to accelerate. If the sprue diameter remains constant throughout its length, air may be drawn into the stream, creating turbulence and oxidation problems. To prevent this phenomenon, most sprues are tapered, becoming narrower toward the bottom.
Proper sprue design helps maintain a full stream of molten metal and reduces aspiration. This improves metal cleanliness and promotes more stable mold filling.
In modern gating and risering system design, sprue dimensions are often calculated based on pouring rate, casting weight, and alloy characteristics to achieve optimal flow conditions.
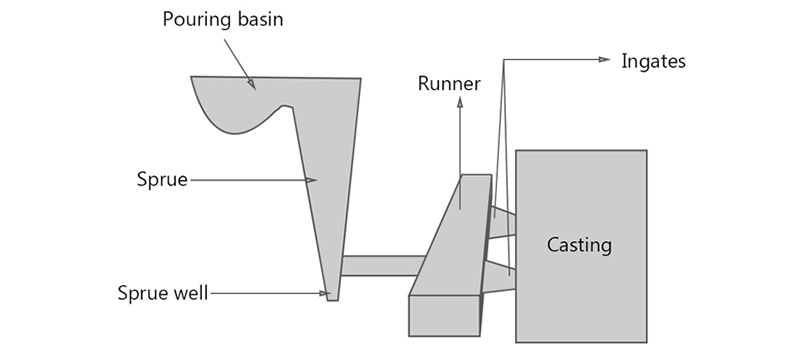
Sprue Well
Located at the bottom of the sprue, the sprue well serves as a transition zone between the vertical sprue and the horizontal runner.
When molten metal exits the sprue, it possesses considerable kinetic energy. If the metal enters the runner directly, turbulence may increase significantly. The sprue well helps absorb this energy and slows the metal before it changes direction.
By reducing turbulence at this critical point, the sprue well contributes to smoother metal flow throughout the rest of the gating system. It also helps minimize mold erosion and prevents the formation of oxide films that can become trapped within the casting.
Although often overlooked, the sprue well is an important feature of effective gating and risering system design.
Runner
The runner is the horizontal passage that distributes molten metal from the sprue to one or more ingates. Its primary purpose is to transport metal efficiently while maintaining uniform flow conditions.
Runner design affects both metal velocity and flow balance. If a runner is too small, metal flow may become restricted, leading to incomplete filling. If it is too large, unnecessary metal consumption can reduce casting yield.
In multi-cavity molds, runner design becomes especially important because molten metal must reach each cavity at approximately the same rate. Engineers often adjust runner dimensions and layout to achieve balanced filling and consistent casting quality.
Runner extensions, slag traps, and filters are frequently incorporated into runner systems to improve metal cleanliness. These features help prevent non-metallic inclusions from entering the mold cavity.
Because the runner connects the major components of the gating system, it plays a central role in successful gating and risering system design.
Ingate
The ingate is the final section of the gating system before molten metal enters the mold cavity. It acts as the direct connection between the runner and the casting.
The design of the ingate significantly influences filling behavior. Its size, shape, number, and location determine how molten metal enters the cavity and how quickly filling occurs.
A properly positioned ingate promotes uniform filling and reduces turbulence. It can also help direct solidification patterns and improve feeding efficiency during later stages of the casting process.
Different casting geometries often require different ingate arrangements. Thin-wall castings may require multiple ingates to ensure complete filling, while larger castings may use strategically placed ingates to reduce temperature gradients.
Because the ingate directly affects both filling quality and solidification behavior, it is one of the most carefully engineered elements in gating and risering system design.
Filters and Ceramic Foam Filters
Metal cleanliness has become increasingly important as casting quality standards continue to rise. For this reason, many modern gating systems incorporate filters to remove impurities before molten metal enters the mold cavity.
Ceramic foam filters are among the most widely used filtration devices in foundries. These filters capture slag, oxide films, sand particles, and other non-metallic inclusions that may be present in the molten metal.
In addition to improving cleanliness, filters can also help stabilize metal flow by reducing turbulence. This dual benefit often results in fewer defects and improved mechanical properties.
The selection of filter type, pore size, and placement depends on factors such as alloy type, casting size, and quality requirements. Although filters add a small additional cost to production, the reduction in scrap and quality issues often provides a significant return on investment.
As casting standards become more demanding, filtration technology continues to play a growing role in advanced gating and risering system design.
How These Components Work Together
Each component of the gating system performs a specific function, but their true value comes from working together as an integrated system. The pouring basin stabilizes incoming metal, the sprue controls vertical flow, the sprue well reduces turbulence, the runner distributes metal, the ingates direct filling, and the filters improve cleanliness.
When these components are properly designed and balanced, molten metal can fill the mold smoothly and efficiently with minimal defects. This not only improves casting quality but also enhances the overall effectiveness of gating and risering system design.
For this reason, foundry engineers rarely optimize individual components in isolation. Instead, they evaluate the entire gating system as a unified network to achieve the best possible casting performance.
Components of a Risering System
While the gating system controls how molten metal enters the mold, the risering system controls what happens after filling is complete. As the casting begins to cool and solidify, the metal naturally contracts. Without a properly designed risering system, this shrinkage can create internal cavities, porosity, and other defects that compromise casting integrity.
For this reason, the risering system is a critical part of gating and risering system design. Its purpose is to provide a reserve of molten metal that can feed the casting during solidification, ensuring that shrinkage is compensated and a sound internal structure is achieved.
Although riser designs vary depending on casting geometry and alloy type, several common riser configurations are widely used throughout the foundry industry.
Open Risers
An open riser is connected to the casting and exposed directly to the atmosphere at its top surface. Because it remains visible during pouring, it allows operators to monitor filling conditions and verify that molten metal reaches the riser.
Open risers are relatively simple to design and manufacture, making them one of the most commonly used feeding methods in sand casting operations.
One advantage of open risers is their ability to provide visual confirmation that feeding metal remains available during solidification. However, because the exposed surface loses heat rapidly, open risers may solidify sooner than desired unless additional measures such as insulating sleeves or exothermic materials are used.
Despite this limitation, open risers remain an effective solution for many casting applications and continue to play an important role in gating and risering system design.
Blind Risers
Unlike open risers, blind risers are completely enclosed within the mold. Since they are surrounded by molding material, heat loss occurs more slowly, allowing the riser to remain molten for a longer period.
This improved thermal efficiency often makes blind risers more effective feeders than open risers of similar size. As a result, smaller riser volumes may be sufficient to achieve the same feeding performance.
Blind risers are commonly used in steel castings and other alloys that require extended feeding times. Their ability to retain heat makes them particularly valuable when producing heavy sections or complex geometries.
Because blind risers improve feeding efficiency and reduce metal waste, they are frequently selected when optimizing gating and risering system design for higher casting yields.
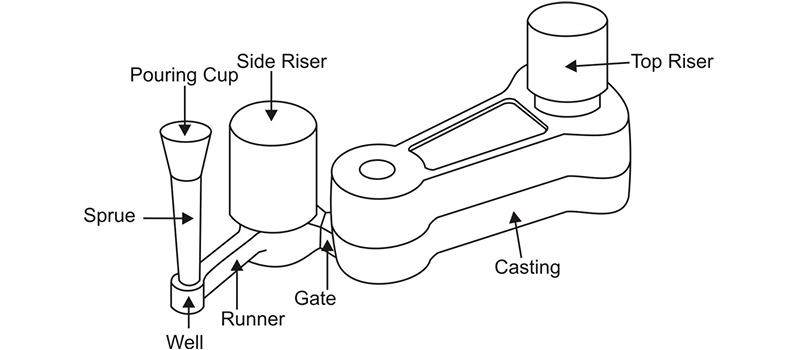
Side Risers
Side risers are attached to the side of a casting rather than positioned above it. This configuration is often used when feeding requirements are concentrated in specific areas or when casting geometry makes top risers impractical.
The effectiveness of a side riser depends heavily on its location. Engineers must ensure that molten metal can flow freely from the riser into the areas experiencing shrinkage. Improper placement may result in insufficient feeding and localized porosity.
Side risers are frequently used in castings with thick sections located near external surfaces. They can provide targeted feeding while minimizing the amount of excess metal that must be removed after casting.
In many cases, side risers offer an efficient solution for complex feeding challenges within gating and risering system design.
Top Risers
Top risers are positioned directly above the section of the casting that requires feeding. Because molten metal naturally flows downward under gravity, top risers are generally considered one of the most effective feeding methods available.
This arrangement promotes directional solidification by encouraging solidification to progress from the casting toward the riser. As the casting contracts, molten metal flows downward from the riser to compensate for shrinkage.
Top risers are widely used in steel castings, ductile iron castings, and large industrial components where feeding requirements are substantial.
Although highly effective, top risers may increase machining and cleaning requirements because the riser contact area often remains visible on the finished casting. Engineers must balance feeding effectiveness against post-processing considerations when selecting this type of riser.
Exothermic Risers
Exothermic risers utilize special materials that generate heat through chemical reactions during solidification. These materials help maintain the riser’s temperature and delay solidification.
Because the riser remains molten longer, feeding efficiency improves significantly. In many cases, an exothermic riser can provide the same feeding performance as a much larger conventional riser.
This reduction in riser size offers several advantages, including:
- Improved casting yield
- Lower metal consumption
- Reduced melting costs
- Less riser removal and grinding
Exothermic technology has become increasingly popular as foundries seek to improve productivity and reduce material waste. Today, exothermic sleeves are commonly incorporated into advanced gating and risering system design strategies.
Insulating Risers
Insulating risers work on a similar principle but use materials that reduce heat loss rather than generate additional heat. By retaining thermal energy within the riser, insulating sleeves help extend feeding time and improve feeding efficiency.
Compared with conventional sand risers, insulated risers often remain molten longer while requiring less metal volume. This allows foundries to achieve higher yields without sacrificing casting quality.
Insulating risers are particularly attractive for medium-sized and large castings where feeding performance must be balanced against production costs.
In many modern foundries, insulating and exothermic technologies are used together to maximize the effectiveness of gating and risering system design.
Selecting the Right Riser Type
There is no universal riser design suitable for every casting. The selection of riser type depends on multiple factors, including:
- Alloy shrinkage characteristics
- Casting geometry
- Section thickness
- Feeding distance
- Production volume
- Yield requirements
For example, steel castings generally require more aggressive feeding strategies than gray iron castings due to their higher shrinkage rates. Likewise, large castings often benefit from insulated or exothermic risers to maintain feeding over extended solidification periods.
Modern foundries increasingly rely on simulation software to evaluate different riser configurations before production begins. These tools allow engineers to predict solidification behavior and identify potential shrinkage problems before molds are manufactured.
The Role of Risers in Gating and Risering System Design
The ultimate goal of every risering system is to ensure that shrinkage occurs within the riser rather than within the casting itself. Achieving this objective requires careful control of heat transfer, solidification patterns, and metal flow during feeding.
When properly designed, risers help produce castings with sound internal structures, improved mechanical properties, and reduced defect rates. When poorly designed, even an otherwise successful casting process can suffer from costly shrinkage-related failures.
For this reason, riser design remains one of the most important aspects of gating and risering system design and serves as the foundation for effective feeding and directional solidification.
Basic Principles of Gating and Risering System Design
Successful gating and risering system design is not simply about adding runners and risers to a casting. It is a carefully engineered process that controls how molten metal flows, how heat is transferred, and how solidification progresses throughout the casting. Regardless of casting size, alloy type, or production volume, every effective gating and risering system design follows a set of fundamental principles.
These principles help engineers achieve complete mold filling, minimize casting defects, improve feeding performance, and maximize casting yield. Without a solid understanding of these concepts, even a well-designed gating system or risering system may fail to produce sound castings.
Directional Solidification
Directional solidification is one of the most important principles in gating and risering system design.
The objective is to ensure that solidification progresses in a controlled direction, typically from the thinnest sections toward the riser. This allows molten metal from the riser to continuously feed areas that are shrinking during cooling.
If solidification occurs randomly throughout the casting, isolated pockets of liquid metal can become trapped. As these regions shrink, shrinkage porosity and internal cavities are likely to develop.
A properly engineered gating and risering system design promotes directional solidification by carefully positioning risers near heavy sections and controlling the cooling behavior of different casting regions.
In many steel casting applications, directional solidification is considered the foundation of successful feeding design. Without it, even large risers may fail to prevent shrinkage defects.
Sequential Solidification
Closely related to directional solidification is the concept of sequential solidification.
Sequential solidification means that different sections of the casting solidify in a planned order. Thin sections solidify first, followed by progressively thicker sections, with the riser remaining molten the longest.
This controlled sequence creates a continuous feeding path between the riser and the casting. As each section contracts, liquid metal can still flow from the riser to compensate for volume reduction.
In advanced gating and risering system design, engineers frequently modify section thicknesses, riser placement, and mold materials to achieve the desired solidification sequence.
Simulation software has made this process significantly more accurate by allowing engineers to visualize solidification patterns before production begins.
Chvorinov’s Rule
One of the most widely used principles in gating and risering system design is Chvorinov’s Rule.
This rule predicts solidification time based on the relationship between a casting’s volume and surface area.
t=B(AV)n
Where:
- t = solidification time
- B = mold constant
- V = volume
- A = surface area
- n = exponent, typically close to 2
The rule demonstrates that larger sections require more time to solidify than smaller sections.
This concept is extremely important in gating and risering system design because risers must remain molten longer than the casting sections they feed. Engineers use Chvorinov’s Rule to determine appropriate riser dimensions and evaluate feeding effectiveness.
Even today, despite advances in simulation technology, Chvorinov’s Rule remains a fundamental tool in foundry engineering.
Feeding Distance
Feeding distance refers to the maximum distance over which a riser can effectively supply molten metal during solidification.
Every alloy has practical feeding limits. If a casting section extends beyond the effective feeding distance of a riser, shrinkage defects may develop in regions far from the feeding source.
For example, steel castings generally have shorter feeding distances than gray iron castings because steel experiences greater volumetric shrinkage during solidification.
When developing gating and risering system design, engineers must carefully evaluate feeding distances to determine:
- Number of risers required
- Riser locations
- Riser sizes
- Need for chills or additional feeding aids
Ignoring feeding distance is one of the most common causes of shrinkage defects in large castings.
Modulus Concept
The modulus concept is another critical principle in gating and risering system design.
Casting modulus is defined as the ratio of volume to cooling surface area.
M=AV
A larger modulus indicates slower cooling and longer solidification time.
To ensure effective feeding, a riser must generally have a larger modulus than the casting section it serves. This guarantees that the riser remains liquid after the casting begins to solidify.
Many foundries use modulus calculations as a starting point when designing risers because the method provides a straightforward way to estimate feeding requirements.
The modulus concept remains one of the most widely accepted design tools in modern gating and risering system design.
Heat Transfer Considerations
Heat transfer governs nearly every aspect of gating and risering system design.
As soon as molten metal enters the mold, thermal energy begins flowing from the metal into the surrounding mold material. The rate of heat transfer determines cooling speed, solidification behavior, feeding requirements, and final microstructure.
Several factors influence heat transfer during casting:
- Alloy type
- Mold material
- Section thickness
- Pouring temperature
- Riser insulation
- Use of chills
Engineers often manipulate these factors to control solidification patterns.
For example, external chills may be placed near heavy sections to accelerate cooling and encourage directional solidification toward a riser. Likewise, insulating sleeves may be used to slow riser cooling and improve feeding performance.
A successful gating and risering system design balances heat transfer throughout the casting to achieve sound solidification while minimizing defects.
Types of Gating Systems
Selecting the right gating configuration is one of the most important decisions in gating and risering system design. Different gating systems influence metal flow behavior, filling speed, turbulence levels, temperature distribution, and ultimately casting quality.
There is no universal gating design suitable for every casting. The optimal choice depends on factors such as casting geometry, alloy characteristics, wall thickness, surface quality requirements, and production volume. For this reason, foundry engineers evaluate multiple gating arrangements when developing an effective gating and risering system design.
The following gating systems are among the most commonly used in modern foundries.
Top Gating System
In a top gating system, molten metal enters the mold cavity from the top and flows downward under gravity.
This is one of the simplest gating arrangements and is often used for small castings with relatively simple geometries. Because the molten metal enters directly from above, mold filling occurs rapidly and the gating system can be relatively compact.
The primary advantage of top gating is its simplicity. It requires fewer gating components and often results in lower mold production costs.
However, top gating can generate significant turbulence as molten metal falls into the mold cavity. Excessive turbulence increases the risk of:
- Oxide formation
- Air entrapment
- Mold erosion
- Inclusion defects
For this reason, top gating is generally less suitable for high-quality steel castings or castings with demanding surface finish requirements.
Within gating and risering system design, top gating is most commonly applied to simple castings where rapid filling is more important than minimizing turbulence.
Bottom Gating System
A bottom gating system introduces molten metal through the bottom of the mold cavity.
Instead of falling directly into the cavity, the metal rises gradually from the bottom upward. This filling pattern significantly reduces turbulence and creates a smoother flow path.
Because metal enters quietly and progressively, bottom gating provides several important benefits:
- Reduced oxidation
- Lower air entrapment
- Improved metal cleanliness
- Better surface quality
- Reduced mold erosion
These advantages make bottom gating particularly attractive for steel castings, stainless steel castings, and other alloys that are sensitive to oxidation.
The main drawback is a slower filling rate. In some situations, longer filling times may increase the risk of temperature loss before complete mold filling occurs.
Despite this limitation, bottom gating is widely regarded as one of the most effective approaches in gating and risering system design when casting quality is the primary objective.
Parting Line Gating System
Parting line gating introduces molten metal at the mold’s parting line, which is the interface between the upper and lower mold halves.
This arrangement is one of the most commonly used gating systems in sand casting because it offers a practical balance between mold filling efficiency and manufacturing simplicity.
Parting line gating provides several advantages:
- Easy mold production
- Convenient gate placement
- Reduced machining requirements
- Flexible runner layout
The system can be adapted to a wide variety of casting shapes and sizes, making it suitable for both ferrous and non-ferrous alloys.
Many foundries rely on parting line gating as a standard solution because it integrates easily into overall gating and risering system design while maintaining consistent production performance.
Step Gating System
Step gating is primarily used for tall castings or castings with significant vertical height.
Instead of introducing all molten metal through a single location, multiple ingates are positioned at different heights along the casting. Molten metal enters progressively through these levels as the mold fills.
This approach offers several advantages:
- Reduced metal velocity
- Improved temperature distribution
- Lower turbulence
- Better filling of thin sections
Without step gating, molten metal entering from a single location may lose excessive heat before reaching the upper regions of a tall casting.
As a result, step gating is frequently used in large industrial castings where maintaining consistent metal temperature throughout the filling process is critical.
In advanced gating and risering system design, step gating can significantly improve filling performance while reducing the risk of cold shuts and misruns.

Pressurized Gating System
A pressurized gating system is designed so that the total cross-sectional area decreases as molten metal moves through the gating network.
This creates back pressure within the system and helps keep the passages completely filled with molten metal.
Typical characteristics of pressurized gating include:
- Higher metal velocity
- Faster mold filling
- Reduced oxidation within the gating channels
- Smaller gating volume
Pressurized systems are commonly used in cast iron foundries because cast iron generally tolerates higher flow velocities without severe oxidation problems.
The primary advantage is improved casting yield because less metal is consumed by runners and gates.
However, excessive velocity can increase turbulence if the system is not carefully designed. For this reason, pressurized gating requires precise engineering and is an important consideration in gating and risering system design.
Unpressurized Gating System
An unpressurized gating system is designed so that the total flow area increases as molten metal travels toward the mold cavity.
This reduces metal velocity and promotes smoother filling conditions.
Compared with pressurized systems, unpressurized gating offers:
- Lower turbulence
- Reduced air aspiration
- Improved metal cleanliness
- Better control of metal flow
These characteristics make unpressurized systems particularly suitable for:
- Steel castings
- Stainless steel castings
- Aluminum castings
- High-quality precision castings
Because these alloys are often sensitive to oxidation and turbulence, foundries frequently select unpressurized layouts when developing gating and risering system design strategies focused on defect reduction.
The tradeoff is that unpressurized systems generally require larger runners and gates, which may slightly reduce casting yield.
Types of Risers Used in Casting
Within gating and risering system design, selecting the appropriate riser type is just as important as selecting the correct gating system. Even a perfectly designed filling system cannot prevent shrinkage defects if the risers fail to provide adequate feeding during solidification.
Different riser types are developed to address various casting geometries, alloy characteristics, and production requirements. The effectiveness of a riser depends not only on its size but also on its shape, location, thermal behavior, and feeding efficiency.
As foundries continue to pursue higher casting yields and lower production costs, the selection of riser type has become an increasingly important aspect of gating and risering system design.
Cylindrical Risers
Cylindrical risers are the most commonly used risers in the foundry industry.
Their simple geometry makes them easy to design, manufacture, and calculate. Because of their balanced volume-to-surface-area ratio, cylindrical risers provide reliable feeding performance for a wide range of casting applications.
In many foundries, cylindrical risers serve as the starting point for gating and risering system design because their feeding behavior is well understood and supported by extensive industry data.
The main advantages of cylindrical risers include:
- Simple design
- Easy mold production
- Predictable feeding performance
- Suitable for most casting alloys
However, cylindrical risers may not always provide the highest feeding efficiency. In some cases, alternative riser shapes can achieve similar feeding performance while consuming less metal.
For this reason, engineers often compare cylindrical risers with other riser designs during gating and risering system design optimization.
Spherical Risers
From a theoretical perspective, spherical risers provide the highest feeding efficiency.
A sphere contains the maximum volume for a given surface area. Since heat loss occurs through the surface, a spherical riser cools more slowly than most other riser shapes.
This slower cooling rate allows the riser to remain molten longer, improving feeding effectiveness during solidification.
Benefits of spherical risers include:
- Excellent heat retention
- High feeding efficiency
- Reduced riser volume
- Improved casting yield
Despite these advantages, true spherical risers are rarely used in production because they are difficult to manufacture within conventional mold systems.
Instead, many modern exothermic and insulated riser sleeves are designed to approximate spherical thermal performance.
Within advanced gating and risering system design, spherical risers often serve as the theoretical benchmark for feeding efficiency.
Necked Risers
A necked riser is connected to the casting through a reduced cross-sectional area known as the neck.
The neck serves two important functions.
First, it allows molten metal to flow from the riser into the casting during solidification.
Second, it simplifies riser removal after casting production.
Compared with conventional risers, necked risers can provide:
- Easier cleaning operations
- Reduced grinding costs
- Improved production efficiency
- Lower post-processing expenses
However, neck design must be carefully controlled.
If the neck is too small, feeding may become restricted before solidification is complete. If it is too large, riser removal becomes more difficult.
For this reason, neck dimensions are carefully calculated during gating and risering system design to balance feeding performance and manufacturing efficiency.
Internal Risers
Internal risers are located inside the mold cavity rather than outside the casting.
These risers are typically used when external feeding is impractical due to casting geometry or accessibility limitations.
Internal risers provide several advantages:
- Reduced external riser volume
- Improved feeding of isolated sections
- Enhanced yield in specific applications
However, internal risers also create challenges.
Because they become part of the casting cavity during solidification, they may require additional machining or processing after production.
As a result, internal risers are generally reserved for specialized applications where conventional risers cannot provide adequate feeding.
Although less common, internal risers remain a valuable option in complex gating and risering system design projects.
Atmospheric Risers
Atmospheric risers are open risers that remain exposed to ambient air throughout the casting process.
These risers are among the simplest feeding methods used in foundries.
One of their primary advantages is visibility. Operators can observe metal levels during pouring and verify that the riser has been filled properly.
However, exposure to the atmosphere accelerates heat loss.
Because atmospheric risers cool more quickly than enclosed risers, larger riser volumes are often required to achieve adequate feeding performance.
This can reduce casting yield and increase metal consumption.
For this reason, atmospheric risers are increasingly combined with insulating or exothermic materials as part of modern gating and risering system design strategies.
Hot Top Risers
Hot top risers represent one of the most efficient feeding technologies used in modern foundries.
These risers utilize insulating materials, exothermic compounds, or a combination of both to maintain elevated temperatures during solidification.
By delaying riser cooling, hot top risers provide several important advantages:
- Extended feeding time
- Reduced shrinkage defects
- Smaller riser size
- Improved casting yield
- Lower metal consumption
In many steel casting applications, hot top risers have largely replaced conventional risers because of their superior feeding performance.
Although hot top systems increase tooling and consumable costs, the resulting improvements in yield and defect reduction often provide substantial economic benefits.
As a result, hot top technology has become a key component of advanced gating and risering system design.
Factors Affecting Riser Selection
There is no single riser type that works best for every casting.
When selecting risers during gating and risering system design, engineers must evaluate several factors:
Alloy Type
Different alloys exhibit different shrinkage characteristics.
For example:
- Steel generally requires aggressive feeding.
- Stainless steel requires careful thermal control.
- Aluminum alloys often require specialized feeding strategies.
- Gray iron typically requires less feeding due to graphite expansion.
These differences directly influence riser selection.
Casting Geometry
Large sections solidify more slowly than thin sections.
Complex geometries may create isolated hot spots that require additional feeding.
The location and shape of these sections often determine which riser type provides the most effective solution.
Yield Requirements
Every riser consumes metal that does not become part of the final casting.
As a result, foundries continuously seek ways to reduce riser volume without sacrificing feeding performance.
Technologies such as hot top risers, insulated sleeves, and optimized neck designs are frequently adopted to improve yield within gating and risering system design.
Production Cost
The most technically effective riser is not always the most economical choice.
Engineers must balance:
- Material costs
- Yield improvements
- Defect reduction
- Cleaning expenses
- Production efficiency
The best gating and risering system design achieves an optimal balance between casting quality and manufacturing cost.
Common Casting Defects Caused by Poor Design
Even with high-quality raw materials, advanced molding techniques, and experienced operators, casting defects can still occur when gating and risering system design is inadequate. In fact, many of the most common casting defects can be traced directly to improper metal flow control, insufficient feeding, poor solidification patterns, or excessive turbulence.
This is why gating and risering system design is often considered the foundation of successful casting production. A well-optimized design promotes smooth mold filling and controlled solidification, while a poorly designed system can generate defects that increase scrap rates, reduce mechanical performance, and raise manufacturing costs.
Understanding the relationship between defects and gating and risering system design allows foundries to identify root causes more effectively and implement long-term solutions rather than temporary fixes.
Shrinkage Porosity
Shrinkage porosity is one of the most common and costly casting defects.
As molten metal solidifies, it undergoes volumetric contraction. If sufficient liquid metal is not available to compensate for this shrinkage, small cavities form within the casting.
These cavities may appear as:
- Microscopic porosity
- Internal voids
- Large shrinkage cavities
Shrinkage porosity is primarily associated with poor risering practices and inadequate feeding design.
Common causes include:
- Undersized risers
- Incorrect riser placement
- Insufficient feeding distance
- Poor directional solidification
When gating and risering system design fails to maintain a continuous supply of molten metal during cooling, shrinkage defects become almost inevitable.
The consequences can be severe, particularly in structural applications where internal soundness is critical. Components affected by shrinkage porosity often exhibit reduced strength, poor fatigue resistance, and lower pressure-tightness.
Proper gating and risering system design minimizes shrinkage porosity by promoting directional solidification and ensuring effective feeding throughout the casting.
Misrun
A misrun occurs when molten metal solidifies before completely filling the mold cavity.
As a result, portions of the casting remain incomplete, producing missing sections or unfilled features.
Misruns are particularly common in:
- Thin-wall castings
- Large castings
- Complex geometries
- Long flow path designs
Several gating and risering system design issues can contribute to misruns:
- Small ingates
- Excessive runner length
- Low pouring temperature
- Slow filling rates
- Poor gating layout
When molten metal loses heat too quickly during filling, it may solidify before reaching distant sections of the mold.
Proper gating and risering system design addresses this problem by optimizing flow paths, maintaining metal temperature, and ensuring sufficient filling velocity throughout the mold cavity.
Cold Shut
A cold shut occurs when two separate streams of molten metal meet but fail to fuse properly.
Instead of forming a continuous structure, a visible seam or weak joint develops within the casting.
Cold shuts are often caused by:
- Low metal temperature
- Slow filling speed
- Excessive turbulence
- Poor gate placement
In many cases, cold shuts indicate that the gating and risering system design does not provide a balanced and continuous filling pattern.
This defect is especially problematic because it can significantly reduce mechanical strength while remaining difficult to detect visually.
Careful gate positioning and optimized flow control are essential components of gating and risering system design for preventing cold shuts.

Gas Porosity
Gas porosity occurs when gases become trapped inside the casting during filling or solidification.
The resulting voids may appear as:
- Small spherical pores
- Clusters of gas bubbles
- Distributed internal porosity
Common gas sources include:
- Air entrainment
- Moisture in molds
- Hydrogen absorption
- Turbulent metal flow
Among these causes, turbulence is often directly related to poor gating and risering system design.
When molten metal splashes, falls excessively, or flows irregularly, air can become trapped within the metal stream. These trapped gases may remain inside the casting after solidification.
Reducing turbulence through proper sprue design, runner sizing, and ingate placement is one of the most effective methods for minimizing gas porosity.
Modern gating and risering system design frequently incorporates flow simulation to identify areas where gas entrapment is likely to occur.
Sand Inclusion
Sand inclusion defects occur when mold material breaks away and becomes trapped within the molten metal.
These inclusions create localized weaknesses and can negatively affect machining operations and surface quality.
Common causes include:
- Excessive metal velocity
- Mold erosion
- Turbulent flow
- Poor gating layout
When molten metal impacts mold surfaces aggressively, it can dislodge sand particles and carry them into the casting cavity.
Poor gating and risering system design often contributes to this problem by generating excessive flow velocity or abrupt directional changes.
Features such as sprue wells, runner extensions, and optimized ingates are commonly used to reduce mold erosion and improve casting cleanliness.
Oxide Inclusion
Oxide inclusions are non-metallic particles formed when molten metal reacts with oxygen.
These inclusions can become trapped inside the casting and significantly reduce mechanical properties.
Oxide formation is particularly common in:
- Steel castings
- Stainless steel castings
- Aluminum castings
The primary cause is excessive turbulence during mold filling.
Whenever molten metal surface area increases through splashing or irregular flow, oxidation accelerates.
Poor gating and risering system design can therefore create ideal conditions for oxide formation.
To reduce oxide inclusions, foundry engineers often focus on:
- Smooth metal flow
- Reduced turbulence
- Bottom gating systems
- Ceramic foam filtration
- Controlled pouring rates
These measures help maintain metal cleanliness and improve casting quality.
Hot Tears
Hot tears are cracks that form during the final stages of solidification.
Unlike shrinkage porosity, which occurs due to insufficient feeding, hot tears result from excessive internal stress while the metal remains partially solid and partially liquid.
Several factors contribute to hot tearing:
- Restricted contraction
- Uneven cooling
- Sharp section changes
- Poor feeding paths
Although alloy composition plays an important role, gating and risering system design can strongly influence hot tear formation.
Improper riser placement may create localized hot spots and uneven solidification patterns. Likewise, poor directional solidification can increase internal stresses as different sections cool at different rates.
Effective gating and risering system design promotes controlled solidification and reduces the likelihood of hot tearing by maintaining balanced thermal gradients throughout the casting.
How Gating and Risering System Design Prevents Defects
Most casting defects originate from one of two fundamental issues:
- Improper mold filling
- Improper solidification and feeding
The gating system controls mold filling, while the risering system controls feeding and solidification. Together, they form the core of gating and risering system design.
When properly engineered, gating and risering system design can:
- Reduce turbulence
- Improve metal cleanliness
- Prevent air entrapment
- Promote directional solidification
- Eliminate shrinkage defects
- Improve casting yield
- Enhance mechanical properties
This is why experienced foundry engineers focus heavily on gating and risering system design during product development. Investing time in design optimization before production often prevents expensive quality issues later in the manufacturing process.
Ultimately, understanding the connection between casting defects and gating and risering system design is essential for producing high-quality castings consistently, efficiently, and economically.
Conclusion
Gating and risering system design is far more than a collection of runners, gates, and risers. It is a critical engineering process that determines how molten metal fills a mold, how solidification progresses, and whether a casting achieves the required quality standards.
A well-executed gating and risering system design helps prevent common defects such as shrinkage porosity, misruns, cold shuts, gas porosity, oxide inclusions, and hot tears. At the same time, it improves casting yield, enhances mechanical performance, reduces scrap rates, and lowers overall manufacturing costs.
From selecting the appropriate gating configuration to choosing the most effective riser type, every decision within gating and risering system design influences the final casting outcome. Understanding the principles of metal flow, feeding behavior, directional solidification, and heat transfer enables foundries to produce more reliable and cost-effective castings.
As casting technologies continue to evolve, simulation software and advanced engineering tools are making gating and risering system design more precise than ever before. However, the fundamental objective remains unchanged: to ensure smooth mold filling, effective feeding, and defect-free castings.
For manufacturers seeking consistent quality and improved production efficiency, investing in optimized gating and risering system design remains one of the most effective strategies for long-term success.






