Porosity causes costly failures in metal casting. Leaks, pressure loss, and weak structural integrity are often the result of internal voids invisible to the naked eye. These defects reduce product life and fail quality checks.
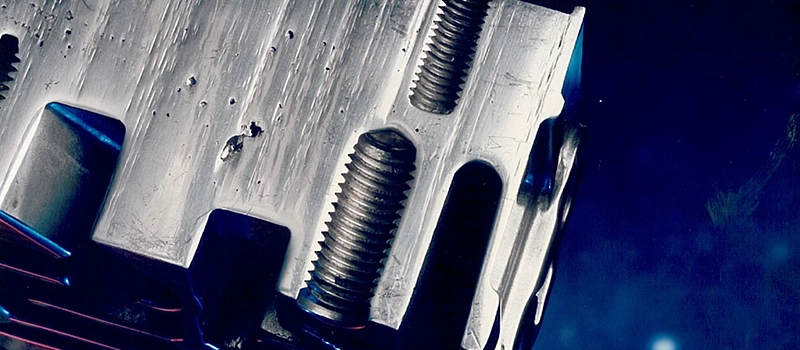
When machining or pressure is applied, hidden pores become exposed. Traditional surface coatings can’t reach these internal flaws. Unsealed porosity compromises casting performance across industries.
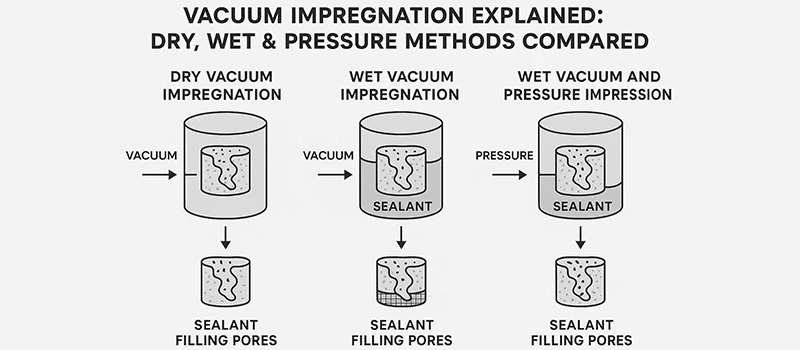
Vacuum impregnation eliminates porosity. By using dry vacuum, pressure impregnation, or wet vacuum impregnation, the process seals internal defects permanently—making cast parts leak-proof, pressure-tight, and reliable.
What Is Vacuum Impregnation and Why Does It Matter?
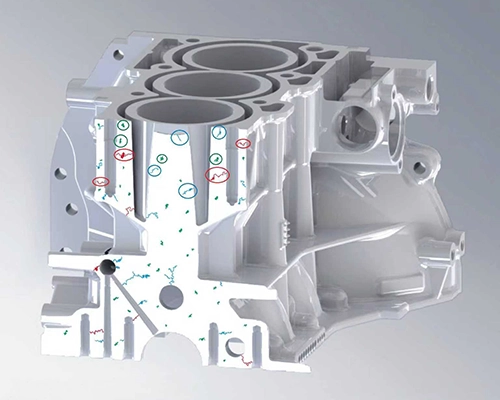
Vacuum impregnation is a sealing process used to eliminate internal porosity in metal castings. During solidification, small air pockets and voids can form inside the casting. These internal defects are not always visible, but they often lead to leakage, pressure failure, and reduced structural integrity.
Porosity creates serious quality problems. Fluids and gases can pass through these pores, causing the part to fail under pressure. In industries such as automotive, aerospace, and hydraulics, this risk is unacceptable. Components must be completely sealed to perform reliably.
Vacuum impregnation works by removing air from internal pores using vacuum. Once the air is removed, a liquid resin is introduced. This resin flows into the empty voids. After curing, the resin hardens and creates a permanent internal seal. The part becomes leak-proof without any change in size, shape, or surface finish.

Unlike surface coatings, vacuum impregnation targets the inside of the casting. It treats the root cause of leaks rather than just covering the outside. This makes it highly effective for parts that need to pass pressure tests, resist corrosion, or remain reliable over time.
Vacuum impregnation improves product quality, reduces scrap rates, and helps manufacturers meet international standards. It is widely used to solve porosity issues in aluminum, iron, and other cast metals. In high-precision applications, it is a critical process for achieving consistent, defect-free results.
How the Vacuum Impregnation Process Works
Vacuum impregnation is a controlled process used to seal internal porosity in cast metal parts. It follows a clear sequence to ensure the resin fully penetrates and seals microscopic voids. The process is tailored depending on the casting material, part design, and porosity level.
Cleaning and Surface Preparation
Every part begins with a thorough cleaning process. Oils, machining fluids, and fine debris can block the pores and reduce resin adhesion. Effective degreasing ensures the internal structure of the part is fully accessible during vacuum impregnation. Cleanliness directly affects the sealing quality.
Vacuum Phase
The vacuum step removes all trapped air and gases from internal voids. This phase determines how well the resin will penetrate the porosity.
Dry Vacuum
In dry vacuum impregnation, the part is placed in a sealed chamber. A vacuum is applied—typically down to 1–5 mbar—until all air is evacuated from the pores. This method is reliable for many castings and offers excellent penetration in a cost-effective process.
Wet Vacuum
Wet vacuum impregnation submerges the part in sealant before the vacuum is applied. As air is removed from the pores, the resin is pulled in simultaneously. This variation enhances resin contact with complex surfaces and is effective on castings with surface-connected porosity.
Pressure Impregnation
After the vacuum phase, the pressure stage begins. This forces the resin deeper into the now-empty pores, ensuring thorough impregnation throughout the internal structure.
Wet Vacuum and Pressure Impregnation
This hybrid method combines both vacuum and pressure cycles while the part remains submerged in sealant. It is commonly used for high-performance parts that require maximum sealing, such as hydraulic blocks, engine components, and fuel system parts.
Drain, Clean, and Rinse
Following impregnation, parts are drained to remove excess resin. Residual sealant is cleaned off all surfaces, especially from machined threads, holes, and sealing faces. This ensures proper assembly and avoids dimensional interference in precision applications.
Curing
The final stage is curing the impregnated resin. Curing can be thermal, chemical, or UV-based depending on the resin type. Once cured, the resin forms a permanent internal barrier that blocks fluid and gas leakage under operational stress. This cured barrier does not shrink, dissolve, or degrade under normal working conditions.
Process Adaptability
Vacuum impregnation is adjustable based on part design, porosity distribution, and performance demands. From dry vacuum cycles to full wet vacuum and pressure sequences, each method addresses different sealing needs. Proper configuration ensures consistent quality for a wide range of castings, from low-cost parts to critical high-precision components.
Comparison of Dry Vacuum, Wet Vacuum, and Pressure Impregnation
Vacuum impregnation includes several process variations. Each method is designed to solve porosity in different casting conditions. Choosing the right method depends on part geometry, porosity type, and required performance.
Dry Vacuum
Dry vacuum impregnation applies vacuum before the part contacts the sealant. The air is fully removed from the internal voids in a dry chamber. Once vacuumed, the resin is introduced to fill the pores.
Advantages
- Simple and cost-effective
- Suitable for parts with shallow or low-volume porosity
- Shorter cycle times
Limitations
- Less effective for complex geometries
- Limited sealing for deep internal porosity
Wet Vacuum Impregnation
In this method, the part is submerged in sealant before vacuum is applied. As vacuum pulls out air, resin fills the space instantly.
Advantages
- Improved resin penetration into fine pores
- Better coverage for surface-connected porosity
- Suitable for aluminum and die-cast parts
Limitations
- Requires more resin volume
- May increase cleaning steps
Wet Vacuum and Pressure Impregnation
This hybrid process combines both vacuum and pressure while the part is submerged. First, vacuum evacuates pores. Then, pressure forces sealant deep into the smallest voids.
Advantages
- Best sealing performance overall
- Ideal for critical parts under pressure
- High success rate in leak testing
Limitations
- Requires precise control of vacuum and pressure levels
- Higher operating costs
Pressure Impregnation Only
Pressure impregnation skips the vacuum phase. The part is placed in resin and pressure is applied directly.
Advantages
- Faster process
- Useful for open, large-pore structures
Limitations
- Not effective on fine or closed porosity
- Risk of trapped air in deeper sections
Applications and Benefits of Vacuum Impregnation
Vacuum impregnation is widely used in industries where internal porosity can lead to leaks, structural failure, or part rejection. From high-volume automotive castings to mission-critical aerospace components, this process is essential for ensuring quality and compliance. Its benefits are both technical and economic, offering manufacturers a way to improve product performance and reduce waste.
Automotive and Powertrain Components
Typical Use Cases
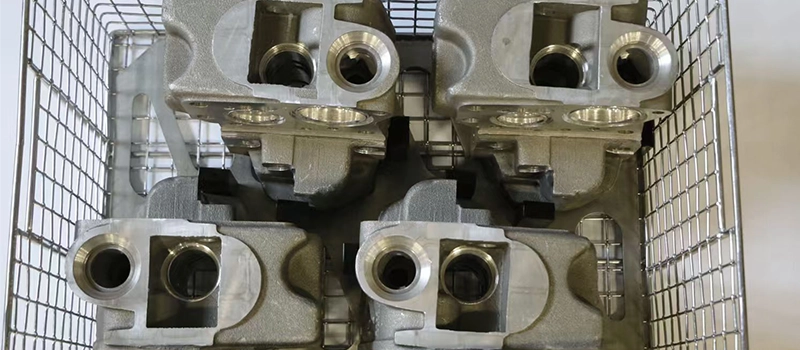
- Engine blocks and cylinder heads
- Turbocharger housings
- Transmission casings
- Electric vehicle battery cooling channels
In the automotive sector, aluminum die castings often contain micro-porosity that can lead to fluid leaks under pressure. Vacuum impregnation seals these voids and allows parts to meet pressure test standards without adding weight or changing dimensions. As vehicle systems become more complex and compact, leak prevention is a top priority.
Hydraulics, Valves, and Fluid Power Systems
Typical Use Cases
- Hydraulic manifolds
- Pump housings
- Control valves
Hydraulic components must contain and control fluid under high pressure. Even the smallest porosity in castings can result in catastrophic fluid loss or reduced system efficiency. Vacuum impregnation, especially using wet vacuum and pressure impregnation methods, ensures that every internal void is sealed to prevent operational failure.
Aerospace and High-Reliability Systems
Typical Use Cases
- Fuel system components
- Pressure vessels
- Aerospace brackets and enclosures
In aerospace manufacturing, vacuum impregnation is critical for parts subjected to extreme environments, vibration, or pressure cycling. The process is often a requirement in specifications due to the risk associated with in-flight failures. Precision sealing of internal porosity maintains structural integrity and reliability under harsh operating conditions.
Electrical and Electronic Enclosures
Typical Use Cases
- Waterproof casings
- Sensor housings
- Control modules for industrial machines
Moisture or gas ingress through porosity can damage sensitive electronics. Vacuum impregnation helps electronic housings meet IP ratings by sealing leak paths from within. It’s especially important for outdoor or high-humidity applications.
Machined and Post-Processed Parts
When Applied
- After drilling, threading, or milling
- When internal voids become exposed during machining
After machining, previously hidden porosity may be uncovered. Vacuum impregnation performed post-machining ensures that exposed pores do not lead to fluid or gas leaks during operation. It also stabilizes thin-walled features and improves thread strength by sealing internal cracks.
Key Performance Benefits
Leak Prevention
The primary goal of vacuum impregnation is to block any fluid, gas, or oil from escaping through internal pores. This improves safety, function, and durability.
Improved Surface Integrity
Sealed pores reduce the risk of corrosion by preventing ingress of moisture, chemicals, or air.
Enhanced Machinability
Parts impregnated after machining remain dimensionally stable and do not leak through freshly cut threads or bores.
Higher Yield and Lower Scrap Rates
Impregnation allows manufacturers to salvage porous parts, reducing waste and saving on raw material and rework costs.
Compliance with Global Standards
Vacuum impregnation helps meet CE certification, ISO 9001, IATF 16949, and other quality system requirements by increasing part reliability.
Vacuum impregnation is not limited to sealing defects. It plays a proactive role in quality control, cost efficiency, and process reliability—especially in modern manufacturing environments that demand zero-defect production and traceable process validation.
Conclusion
Vacuum impregnation is a proven solution for eliminating internal porosity in metal castings. It addresses one of the most critical challenges in metal manufacturing—hidden voids that compromise pressure sealing, structural strength, and long-term reliability. Whether applied through dry vacuum, wet vacuum impregnation, or wet vacuum and pressure impregnation, the process ensures leak-free performance without altering part dimensions.
By understanding the differences between these methods, manufacturers can choose the right technique for specific parts and applications. From automotive to aerospace, vacuum impregnation supports high-performance standards and reduces quality risks. It improves product reliability, reduces scrap, and helps meet strict industry certifications.
For any casting that must pass pressure testing or operate in demanding environments, vacuum impregnation is not an optional step—it is an essential process for quality assurance.






