Are your cast parts slightly off-size after production? Do you struggle with shrinkage, extra machining, or poor mold release? Have you wondered why patterns are made with dimensions different from the final part?
Pattern allowances in casting are deliberate dimensional adjustments made to patterns to ensure the final cast matches design specifications after cooling, machining, and finishing. Without proper allowances, castings can end up undersized, distorted, or costly to fix.
Understanding the different types of pattern allowances in casting can save you time, reduce waste, and guarantee that your parts meet the highest precision standards.

1. Introduction: Why Pattern Allowances in Casting Matter
In the world of metal manufacturing, accuracy is everything. Whether producing a small precision gear or a large machinery frame, the final dimensions of a casting depend heavily on how well the pattern was designed. A pattern is not simply a replica of the finished part—it is an engineered version that accounts for how molten metal behaves as it solidifies, cools, and undergoes machining.
Pattern allowances in casting bridge the gap between theoretical design and real-world production results. They take into account shrinkage, machining stock, draft angles for mold removal, distortion corrections, and the impact of shaking the pattern out of the mold. Each of these factors influences the final shape and size of the casting.
Without precise pattern allowances, manufacturers risk producing parts that do not meet tolerance requirements. This can lead to increased scrap rates, extra machining costs, and delays in delivery schedules—issues no foundry or customer wants to face.
2. What Are Pattern Allowances in Casting?
Pattern allowances in casting refer to the intentional changes in pattern dimensions to compensate for physical and mechanical changes that occur during the casting process. When molten metal is poured into a mold, it undergoes several transformations—cooling, shrinking, warping, and sometimes even surface wear during machining. If the pattern exactly matches the desired final dimensions, the casting will almost certainly end up smaller, distorted, or uneven after production.
This is why pattern makers design patterns slightly larger, smaller, or differently shaped depending on the type of allowance required. The goal is to ensure that after all production steps, the casting matches the design specifications precisely.
From an engineering perspective, pattern allowances in casting serve three main purposes:
- Dimensional Accuracy – Ensuring the final part fits perfectly with mating components.
- Process Efficiency – Reducing excessive machining, rework, and scrap rates.
- Cost Reduction – Minimizing wasted material and production time.
In industrial manufacturing, especially in sectors like automotive, mining, construction, and petrochemical equipment production, the correct application of pattern allowances is a non-negotiable standard. An error of even a few millimeters can compromise product functionality or require expensive rework.
When designing a pattern, engineers must carefully consider not only the size adjustments but also the specific type of allowance for each section of the part. For example, an external wall might require both shrinkage and machining allowance, while an internal surface may only require draft allowance. The complexity increases with intricate shapes, varying wall thicknesses, and the use of different metals.
3. Main Types of Pattern Allowances in Casting
When designing patterns, one of the most important responsibilities of a pattern maker is determining the correct pattern allowances in casting. These allowances are not just “extra space” — they are precise dimensional adjustments calculated to compensate for predictable changes in size, shape, and surface quality during the casting process.
There are five primary types of pattern allowances in casting, and each addresses a specific challenge that occurs between pouring the molten metal and delivering the finished part. These allowances often work together, and in many projects, several are applied to different sections of the same pattern.
3.1 Shrinkage Allowance
Definition: Shrinkage allowance is the extra dimension added to the pattern to compensate for the contraction of metal as it cools from pouring temperature to room temperature.
Why It’s Needed:
Metals contract as they cool because their atoms move closer together, reducing overall volume. This contraction is unavoidable, so the mold cavity must be slightly larger than the final desired part dimensions.
Key Considerations:
- Shrinkage is not uniform; it depends on the metal’s thermal expansion coefficient, cooling rate, and geometry of the casting.
- Different alloys of the same base metal can have slightly different shrinkage rates.
- Sections of varying thickness will cool at different speeds, causing localized dimensional changes.
Typical Shrinkage Rates for Common Metals:
| Metal | Shrinkage Allowance (per 100 mm) | % Shrinkage |
|---|---|---|
| Steel | 2.0 mm | 2.0% |
| Aluminum | 1.3 mm | 1.3% |
| Cast Iron | 1.0 mm | 1.0% |
| Brass/Bronze | 1.5 mm | 1.5% |
Example Calculation:
A steel part with a final dimension of 500 mm requires:500 mm + (500 × 0.02) = 510 mm pattern size
Pro Tip: Always apply shrinkage allowance before adding machining or other allowances to avoid compounding errors.
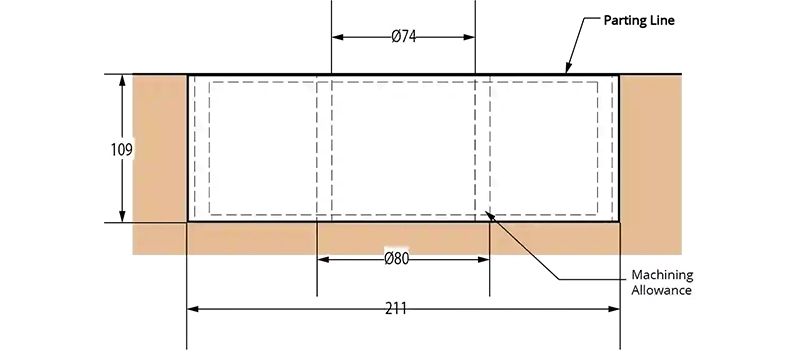
3.2 Machining Allowance
Definition: Machining allowance is the extra material added to the casting to allow for surface finishing and achieving precise tolerances through machining operations.
Why It’s Needed:
No matter how accurate the casting process, surface finish and dimensional accuracy are rarely perfect directly out of the mold. Machining removes irregularities, improves surface smoothness, and ensures critical dimensions are met.
Factors Affecting Machining Allowance:
- Casting method (sand casting generally requires more machining stock than die casting).
- Size of the casting (larger castings often require more stock).
- Complexity of the surfaces (internal bores may need more stock to reach tolerance).
- Machining method (grinding requires less stock than heavy milling).
Typical Machining Allowances:
- Small castings: 1.5–3 mm
- Medium castings: 3–6 mm
- Large castings: 6–12 mm
Example: A pump casing requiring a finished flange diameter of 200 mm might have a pattern designed for 206 mm if using sand casting, leaving 6 mm for machining.
Warning: Excessive machining allowance wastes material, increases cycle time, and drives up costs. Too little allowance can result in undersized features after machining.
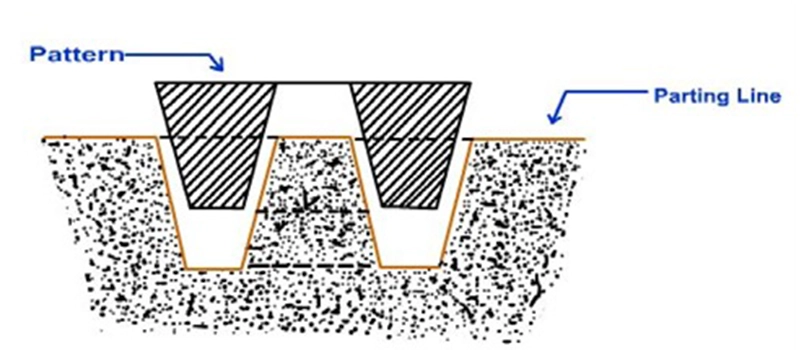
3.3 Draft Allowance
Definition: Draft allowance is a slight taper provided to vertical surfaces of the pattern to facilitate its removal from the mold without damaging the mold cavity.
Why It’s Needed:
In sand casting, mold walls grip the pattern slightly. Without draft, removing the pattern could tear or deform the mold, leading to dimensional inaccuracies or surface defects.
Standard Draft Guidelines:
- External surfaces: 1°–3°
- Internal surfaces: 2°–5° (more taper is required because the mold material grips inward features more tightly).
- Taller vertical surfaces often require greater draft angles.
Example: For a vertical wall 100 mm tall, a 2° draft adds about 3.5 mm at the base for external features, ensuring smooth withdrawal from the mold.
Design Tip: Apply draft in CAD models early to avoid dimensional conflicts later in the design process.
3.4 Distortion Allowance
Definition: Distortion allowance compensates for predictable warping or bending caused by uneven cooling rates, internal stresses, or the geometry of the casting.
Why It’s Needed:
Certain shapes are inherently prone to distortion. Thin, flat, or asymmetrical sections cool at different speeds, causing bends, twists, or curves.
How It’s Applied:
Pattern makers deliberately “pre-distort” the pattern in the opposite direction of the expected warping. This way, once the casting cools, it settles into the correct final shape.
Example: An L-shaped steel bracket might bend inward after cooling. The pattern is made with its arms slightly bent outward so that the final cooled part is perfectly square.
Industries Impacted:
High-precision industries such as aerospace, automotive, and energy often require significant distortion allowance planning.
3.5 Shake Allowance
Definition: Shake allowance compensates for the enlargement of the mold cavity caused when the pattern is “rapped” or shaken to loosen it before removal.
Why It’s Needed:
During mold preparation, operators lightly tap or vibrate the pattern to break its adhesion to the mold material. This slightly widens the cavity, making the casting larger than intended unless the pattern dimensions are reduced accordingly.
Key Points:
- Shake allowance is generally a negative allowance — the pattern is made slightly smaller than the desired final size.
- Not all casting methods require shake allowance; it’s most relevant in sand casting.
- Too much shake allowance can result in undersized castings.
Example: In large sand-cast machine frames, shake allowance might be 0.5–1 mm per 100 mm of dimension reduction on the pattern.
Summary of Application Order:
- Start with final required dimensions.
- Add shrinkage allowance.
- Add machining allowance.
- Apply draft adjustments.
- Modify geometry for distortion allowance.
- Reduce dimensions for shake allowance (if needed).
Correct application of these five pattern allowances in casting ensures the finished part meets dimensional, functional, and quality requirements right from the first production run.
4. Factors Affecting Pattern Allowances in Casting
While industry tables provide standard values for pattern allowances in casting, real-world manufacturing requires adjusting these values based on several influencing factors. Ignoring these can lead to oversized, undersized, or distorted parts even if you follow standard charts.
4.1 Material Properties
The type of metal being cast plays a major role. Metals have different shrinkage rates, machinability, and distortion tendencies. For example:
- Steel contracts more than cast iron during cooling, requiring a higher shrinkage allowance.
- Aluminum alloys cool faster, so their shrinkage is more uniform but still significant.
- Non-ferrous metals like brass or bronze may require slightly different machining allowances due to hardness and cutting characteristics.
Understanding the physical behavior of the material helps determine accurate shrinkage, machining, and distortion allowances.
4.2 Casting Method
Different casting processes influence how allowances are applied:
- Sand Casting: Requires higher draft angles and may need shake allowance.
- Die Casting: More dimensionally accurate but still needs shrinkage allowance.
- Investment Casting: Very precise; allowances are smaller but still necessary.
- Centrifugal Casting: Minimal distortion but higher machining allowance for inner surfaces.
Each method has its own tolerance range, which affects allowance calculations.
4.3 Part Size and Geometry
- Large castings tend to have more internal stress and greater shrinkage, especially in thick sections.
- Thin, intricate parts may distort more easily and require higher distortion allowances.
- Complex shapes may need varying allowances in different sections—some areas needing extra material, others requiring less.
4.4 Cooling Rate and Environmental Conditions
- Faster cooling rates can lead to uneven shrinkage, especially in alloys with high thermal conductivity.
- Foundries in warmer climates may experience slightly different cooling patterns compared to cooler environments.
- Controlled cooling (using chills or insulation) can help manage shrinkage and distortion.
4.5 Pattern Material
The material used for the pattern (wood, metal, plastic, or composite) can affect the accuracy of allowances:
- Wooden patterns may swell or contract due to humidity, slightly changing dimensions.
- Metal patterns hold tolerances better, making them ideal for high-precision work.
- Plastic patterns are stable but may have limitations in heavy-duty applications.
Selecting the right pattern material ensures that the calculated allowances remain accurate over repeated uses.
In short, pattern allowances in casting are not fixed values—they’re carefully chosen based on multiple variables. That’s why experienced pattern makers work closely with design engineers and production teams before committing to a final pattern design.
5. How to Calculate Pattern Allowances in Casting
Knowing the theory is important, but being able to calculate pattern allowances in casting correctly is what ensures real-world success. Every casting project is different, so a precise calculation is essential to produce parts that meet dimensional requirements without costly rework.
5.1 Step-by-Step Calculation Process
- Identify the type of allowances needed
For most castings, you will apply at least shrinkage allowance and machining allowance. Draft, distortion, and shake allowances may also be necessary depending on the part design and casting process. - Determine standard allowance values
Reference industry charts for pattern allowances in casting based on the material and casting method. For example:- Steel shrinkage allowance: 2%
- Aluminum shrinkage allowance: 1.3%
- Machining allowance: 3–6 mm for medium parts
- Calculate each allowance separately
Use the formula:
Pattern Dimension = Final Dimension + Allowance
If multiple allowances apply, add them in sequence. - Adjust for real-world conditions
Consider mold type, cooling rates, and part complexity. Even the best charts for pattern allowances in casting cannot account for every foundry’s unique conditions.
5.2 Worked Example: Steel Gear Casting
Final required dimension: 400 mm diameter
Metal: Carbon steel
Casting process: Sand casting
Step 1: Shrinkage allowance
Steel shrinkage rate = 2%
Shrinkage = 400 × 0.02 = 8 mm
Step 2: Machining allowance
Medium-sized casting → 4 mm extra
Step 3: Draft allowance
External surface draft for sand casting = 2° taper, adding ~1 mm to the top diameter
Step 4: Total pattern dimension
400 mm + 8 mm (shrinkage) + 4 mm (machining) + 1 mm (draft) = 413 mm pattern diameter
This ensures that after cooling and machining, the casting will measure exactly 400 mm.
5.3 Combining Multiple Allowances
When combining pattern allowances in casting, remember:
- Always apply shrinkage allowance before machining allowance.
- Draft allowance affects vertical dimensions and should be applied based on wall height.
- Distortion allowance requires experience and may involve creating a pattern that looks “wrong” but results in a correct final part.
5.4 Tools for Accurate Calculations
Modern foundries often use CAD/CAM software to automatically apply pattern allowances in casting. This digital approach:
- Reduces human error
- Allows quick testing of different allowance values
- Simulates shrinkage and distortion before making the physical pattern
However, even with advanced software, understanding the principles behind pattern allowances in casting remains essential. Technology can help, but it cannot replace expert judgment.
6. Case Studies: Pattern Allowances in Casting Done Right
Real-world examples are the best way to understand how pattern allowances in casting work in practice. Let’s look at two different casting projects—a large agricultural machinery bracket and a precision aerospace turbine blade—and see how the correct allowances made all the difference.

6.1 Sand Casting Example: Agricultural Machinery Bracket
Project Overview:
A heavy-duty bracket for agricultural machinery was to be produced using sand casting. The bracket had thick wall sections, multiple mounting holes, and mating surfaces that required high precision after machining.
Challenges:
- Large casting size meant significant shrinkage.
- Thick sections cooled slower, risking uneven contraction.
- Machining stock had to be sufficient for large milling cutters.
Pattern Allowances Applied:
- Shrinkage Allowance: 2% for carbon steel — added 20 mm to the overall length and width.
- Machining Allowance: 8 mm added to all mating surfaces.
- Draft Allowance: 2° on vertical surfaces for easy mold removal.
- Distortion Allowance: Slight overbend on side arms to counter cooling deformation.
Result:
After casting, cooling, and machining, the bracket met dimensional tolerances within ±0.5 mm. The correct application of pattern allowances in casting eliminated the need for costly rework and shortened delivery time by 15%.
6.2 Investment Casting Example: Aerospace Turbine Blade
Project Overview:
A high-performance turbine blade for aerospace applications was made using investment casting. The blade featured thin aerodynamic profiles, precise cooling channels, and strict weight limits.
Challenges:
- Extremely tight tolerances (±0.05 mm)
- Complex geometry prone to distortion
- Alloy with higher-than-average shrinkage rate
Pattern Allowances Applied:
- Shrinkage Allowance: 1.6% for nickel-based superalloy — carefully calculated for each section.
- Machining Allowance: Minimal 1 mm on critical edges to preserve weight targets.
- Draft Allowance: Negligible, due to the precision of the investment casting process.
- Distortion Allowance: Pattern geometry pre-twisted by 0.3° to counter warping during cooling.
Result:
The final turbine blade fit perfectly into the engine assembly with no additional rework. By applying pattern allowances in casting precisely, the manufacturer achieved first-pass success, meeting aerospace quality standards.
Key Takeaways from the Case Studies
- Correct pattern allowances in casting are not optional—they are critical to hitting design tolerances.
- Large, heavy parts often require more generous machining and shrinkage allowances.
- Precision parts may need minimal machining allowance but greater distortion compensation.
- The type of casting process directly influences which allowances are prioritized.
7. Conclusion
Getting pattern allowances in casting right is one of the most important steps in producing accurate, cost-effective, and high-quality metal components. Whether you are working with sand casting for heavy machinery or precision investment casting for aerospace parts, every allowance—shrinkage, machining, draft, distortion, and shake—serves a critical purpose.
Neglecting or miscalculating any of these allowances can lead to costly rework, excessive material waste, or even complete part rejection. On the other hand, applying them correctly ensures that your final castings meet exact design specifications, fit perfectly in assembly, and perform reliably in service.
The key takeaway is simple: pattern allowances in casting are not guesswork. They are calculated, deliberate design choices made by experienced engineers and pattern makers, refined through data, practice, and knowledge of the specific casting process. By mastering these allowances, you not only improve product quality but also gain a competitive edge in delivery speed and production efficiency.
Final Word: Precision in casting begins with precision in pattern making—and precision in pattern making starts with understanding and applying the right pattern allowances in casting.






