Many buyers underestimate how much their production success depends on choosing the right forging method. A poor decision can lead to misaligned tolerances, excess waste, or parts that simply don’t hold up under stress. In this industry, failure usually doesn’t come from bad luck—it comes from using the wrong process.
Forging methods vary significantly in strength, precision, and cost-efficiency. Some are ideal for producing large components with simple geometries; others specialize in tight tolerances and repeatability. There’s no single method that fits every part. The challenge is identifying which forging method aligns best with your application, material, and volume requirements.
This isn’t about theory—it’s about matching process to purpose. If the wrong forging method is used, even the highest-grade material can underperform. That’s why understanding the strengths and limitations of each method isn’t optional. It’s essential.
What Is Forging and Why Does It Matter?
Forging methods are used to shape metal under pressure—without melting it. This process changes the internal grain structure, producing parts that are stronger and more durable than cast or machined equivalents.
Different forging methods offer different advantages. Some improve strength; others deliver precision or reduce cost. Choosing the wrong method can lead to poor performance, excess waste, or part failure in critical applications.
Forging matters because it builds reliability into the product. In industries like construction, mining, and energy, forged parts perform under extreme load, heat, or impact—conditions where failure is not an option.
Using the right forging method isn’t just about production—it’s about ensuring safety, stability, and long-term value.
Overview of Common Forging Methods
Forging methods vary in temperature, tooling, and pressure. Each method affects cost, tolerance, grain flow, and material behavior. Understanding the basic types is the first step in selecting the right process for your part.
Hot Forging
Hot forging is performed at temperatures above the material’s recrystallization point. The metal becomes more malleable, requiring less force to form, and enabling more complex shapes. It’s ideal for large components and materials that are difficult to form cold.
This method allows for excellent grain flow and strength, though dimensional precision is lower. Hot forging is commonly used for parts in automotive, oil and gas, and agricultural machinery.
Cold Forging
Cold forging shapes metal at or near room temperature. It offers high dimensional accuracy, a superior surface finish, and excellent production speed. However, it requires clean, ductile materials and precise process control.
This method is best for high-volume production of fasteners, pins, shafts, and small precision parts. The strength of the final part is also improved due to work hardening.
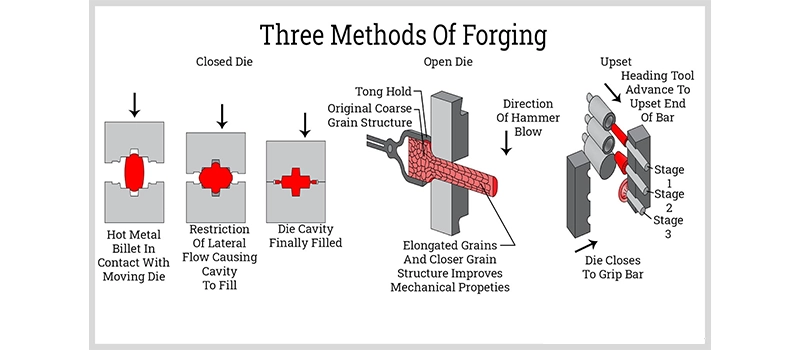
Open Die Forging
Open die forging uses flat or simple dies, allowing the metal to flow freely. It’s mainly used for large, custom components such as shafts, rings, and blocks.
Open die forging delivers excellent structural integrity and is highly flexible. However, it demands skilled operators and is less suitable for parts with tight tolerances or complex shapes.
Closed Die Forging
Also known as impression die forging, this method uses shaped dies to form precise components. It supports higher repeatability, faster cycle times, and better part complexity compared to open die forging.
Closed die forging is commonly used for tools, automotive components, and aerospace parts. It offers good material utilization and surface finish but requires higher tooling investment.
Seamless Rolled Ring Forging
This forging method starts with a pierced ring that is expanded and shaped under pressure. It is used for bearings, flanges, and gear blanks where high rotational strength is required.
Rolled ring forging provides consistent grain flow in circular shapes and excellent performance in high-stress, high-temperature applications.
Open Die Forging: Strength and Flexibility
Open die forging is one of the most versatile forging methods used in industrial manufacturing. It forms metal between flat or slightly contoured dies, without enclosing the material completely. This allows for greater control over metal flow, especially when producing large, custom-shaped components.
How Open Die Forging Works
In open die forging, the metal workpiece is repeatedly struck or pressed between dies. Since the dies don’t restrict the flow entirely, the operator adjusts the position of the part with each stroke. This forging method is typically done at high temperatures, improving workability and grain structure.
Open die forging is well-suited for low-quantity, high-strength applications. It’s commonly used to produce heavy-duty parts like shafts, rollers, rings, and blocks—often made from carbon steel, alloy steel, or stainless steel.
Advantages of Open Die Forging
This forging method delivers excellent mechanical properties due to continuous grain flow and minimal internal voids. The absence of tight dies allows open die forging to accommodate large sizes and long shapes that closed die forging can’t easily handle.
Other advantages include:
- Greater flexibility in part size and geometry
- Reduced tooling cost compared to closed die forging
- Stronger grain alignment and structural integrity
These benefits make open die forging one of the preferred forging methods for components in power generation, marine, and mining equipment.
Disadvantages of Open Die Forging
Despite its advantages, open die forging has limitations. Tolerances are wider compared to other forging methods, requiring additional machining. The process also depends heavily on operator skill and experience, which can impact consistency in mass production.
Other drawbacks:
- Lower dimensional accuracy
- Limited to simpler or symmetrical shapes
- Longer production cycles for complex parts
For parts that require high precision or intricate detail, other forging methods may be more cost-effective and repeatable.
When to Use Open Die Forging
Open die forging is the right choice when size, strength, and flexibility matter more than tight tolerances. If your component is too large or irregular for closed die forging, this method provides a reliable alternative. It’s one of the most robust forging methods available for custom, low-volume production of critical parts.

Closed Die Forging: Precision and Repeatability
Among the most widely used forging methods in industrial manufacturing, closed die forging stands out for its ability to produce accurate, complex shapes at high volumes. Also known as impression die forging, this process uses pre-shaped dies that fully enclose the workpiece, forcing it to conform exactly to the mold cavity under high pressure.
This method is ideal when repeatability, surface finish, and dimensional precision are critical. Closed die forging is commonly used for components in the automotive, aerospace, oilfield, and heavy equipment industries—sectors where consistency and tolerances are non-negotiable.
How Closed Die Forging Works
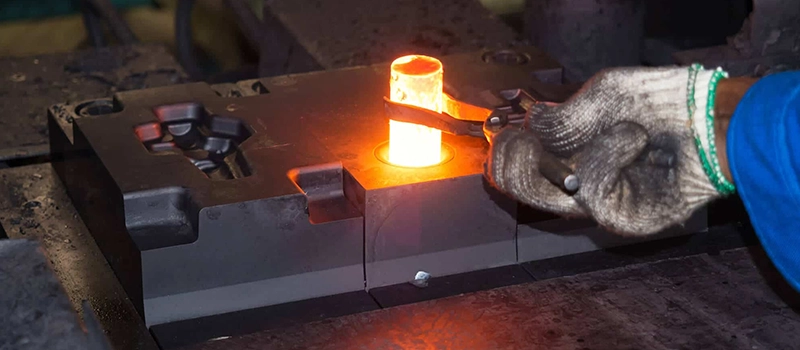
In closed die forging, a heated billet is placed between two dies containing a negative impression of the final part. As the dies close, extreme pressure forces the material to fill the cavity, forming the final shape with minimal machining required afterward. Flash material—excess metal that flows outside the cavity—is later trimmed off.
Unlike open die forging, the process is highly automated and designed for production efficiency. It enables manufacturers to produce thousands of identical components with tight tolerances and stable quality.
Advantages of Closed Die Forging
This forging method offers the best balance between structural strength and precision. Since the metal flows into all sections of the die cavity, the final part achieves excellent surface detail and close dimensional accuracy.
Key advantages include:
- High repeatability across production runs
- Superior dimensional control and tight tolerances
- Improved material utilization with minimal machining waste
- Better surface finish compared to open die forging
- Suitable for high-volume production
For critical-use components where specifications must be met with minimal variation, closed die forging is often the best forging method available.
Disadvantages of Closed Die Forging
Despite its strengths, this method is not ideal for every part. The tooling costs are significantly higher than other forging methods, and design changes after the tooling is made can be expensive. It’s also less effective for very large or custom components due to die size limitations.
Challenges include:
- High upfront investment in dies and tooling
- Less flexibility for design changes
- Limited to parts that fit within the die size
- Flash removal and post-forge operations may still be needed
Because of these factors, closed die forging is most efficient when used for medium to high production volumes with stable designs.
When to Use Closed Die Forging
Closed die forging is the right choice when precision, appearance, and repeatability matter more than flexibility. If your part requires high strength along with accurate dimensions—such as connecting rods, gear blanks, or industrial couplings—this method offers both performance and consistency.
For buyers looking to scale production while keeping quality in control, closed die forging remains one of the most dependable forging methods in the market.
Cold Forging: Speed and Surface Quality
Among all forging methods used in high-volume manufacturing, cold forging stands out for its efficiency and clean finish. This forging method shapes metal at room temperature, using extreme pressure rather than heat to form the part. It’s one of the most precise and cost-effective forging methods for producing large quantities of small-to-medium parts.
Cold forging is especially common in the automotive and hardware sectors, where speed, repeatability, and dimensional accuracy drive profitability. When tooling is optimized, this forging method supports extremely short cycle times and minimal post-processing.
How Cold Forging Works
Cold forging begins with a slug or wire cut to exact length. The material is then forced into a die cavity using high-speed mechanical or hydraulic presses. Since the metal isn’t heated, the forging method relies entirely on plastic deformation at room temperature to create the final shape.
Unlike other forging methods that depend on thermal softening, cold forging requires ductile, clean materials such as low carbon steel, aluminum, and some copper alloys. The absence of heat improves material utilization and surface quality.
Advantages of Cold Forging
This forging method offers several clear benefits. Because there’s no thermal expansion or contraction, parts are formed to near-net shape with excellent dimensional control. The strain hardening effect also increases part strength, which can eliminate the need for certain heat treatments.
Key advantages of cold forging methods:
- High production speed with short cycle times
- Excellent surface finish with minimal post-machining
- Greater dimensional accuracy than hot forging methods
- Increased part strength due to work hardening
- Reduced material waste compared to machining or open die processes
For standardized parts like bolts, pins, fasteners, bushings, and shaft collars, cold forging methods provide unmatched efficiency and quality consistency.
Disadvantages of Cold Forging
While cold forging methods are highly efficient, they come with limitations. Tooling must be precisely engineered, and only ductile metals are suitable. More brittle or high-alloy materials may crack under pressure without heating.
Additional drawbacks include:
- High initial tooling cost and longer lead times
- Limited design flexibility for complex shapes
- Risk of workpiece cracking if not properly lubricated or aligned
- Springback or residual stress in parts if not post-treated
These disadvantages make cold forging methods less suitable for low-quantity runs or highly customized parts.
When to Use Cold Forging
Cold forging methods are ideal when tight tolerances, volume efficiency, and surface finish are top priorities. If you’re producing tens of thousands of identical parts with minimal variation, this forging method offers the best return on tooling investment.
Cold forging is not a universal solution, but when used correctly, it delivers unmatched performance in fastener production and other high-throughput environments.
Hot Forging: Ideal for Complex or Heavy Parts
Hot forging is one of the most widely used forging methods when it comes to forming large, complex, or high-strength components. Unlike cold forging methods, hot forging involves heating the metal above its recrystallization temperature before shaping it under pressure. This makes the material more pliable and easier to deform, especially in demanding geometries or thicker sections.
Among all forging methods, hot forging provides the most flexibility in shaping metals that are otherwise difficult to process. It’s used extensively in industries like construction, railway, heavy machinery, and oilfield equipment—where durability and impact resistance are essential.
How Hot Forging Works
Hot forging methods begin by heating billets or ingots to a specific temperature, typically between 900°C and 1250°C for steel. Once the metal reaches the required plasticity, it is deformed using hydraulic presses, hammers, or mechanical forging equipment.
Unlike cold forging methods, hot forging reduces the yield strength of the material during processing. This allows for deeper deformation, better grain flow, and the ability to produce parts with complex shapes or variable thickness.
Advantages of Hot Forging
This forging method allows manufacturers to work with difficult-to-form alloys and produce components with intricate geometries that other forging methods cannot easily achieve. Hot forging also enhances material flow and can improve metallurgical structure, especially when followed by controlled cooling or heat treatment.
Advantages of hot forging methods include:
- Ability to form large and complex parts with reduced force
- Excellent grain flow and structural integrity
- Suitable for high-alloy steels and hard metals
- Lower tooling stress compared to cold forging methods
- Broad compatibility with open die and closed die setups
Hot forging methods are also well-suited for refining coarse microstructures and eliminating porosity or casting defects in pre-processed material.
Disadvantages of Hot Forging
While hot forging methods offer forming flexibility, they come with trade-offs in terms of precision and process control. Heat causes scale formation on the surface, reducing dimensional accuracy and requiring post-forging cleanup.
Disadvantages of hot forging methods:
- Lower dimensional accuracy compared to cold forging
- Scale formation and oxidation of surfaces
- Higher energy consumption due to heating requirements
- Possible warping or distortion during cooling if not managed properly
For projects that demand tight tolerances or clean surface finishes, other forging methods—especially cold forging—may be more appropriate.
When to Use Hot Forging
Hot forging methods are best used when part geometry, size, or material properties require flexibility during deformation. For example, forged gears, crankshafts, connecting rods, and flanged components are commonly produced using hot forging processes.
If you’re working with large dimensions, high-strength alloys, or components exposed to shock and vibration, hot forging methods offer the strength, flow, and adaptability that your project demands.

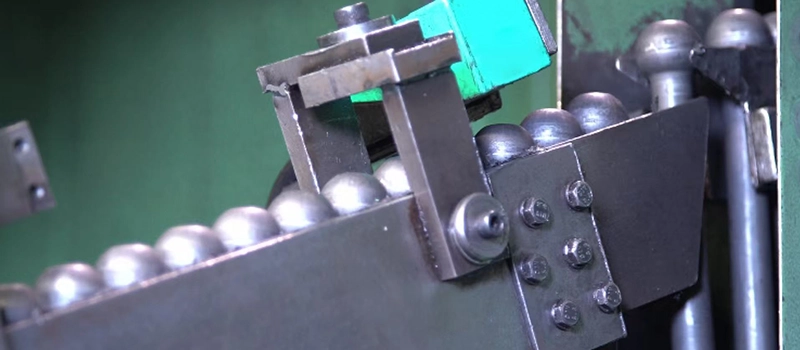
Seamless Rolled Ring Forging: Strength in Rotation
Among specialized forging methods, seamless rolled ring forging is used when circular strength and performance under stress are critical. This forging method forms a ring from a pierced billet, which is then expanded and compressed between rotating dies to achieve the desired size and profile.
Seamless rolled ring forging is preferred for producing strong, durable parts that must rotate at high speed or bear axial and radial loads.
How Ring Forging Works
This forging method starts by upsetting a billet, punching a hole through the center, and forming a donut shape. That ring is then hot forged between two rotating dies. The metal flows circumferentially, aligning the grain structure with the ring’s direction—something other forging methods cannot achieve.
Benefits of Seamless Ring Forging
Key advantages of this forging method:
- Excellent strength along radial and axial axes
- Grain flow optimized for circular shapes
- Used in high-performance applications like bearings, flanges, gears, and turbines
- Compatible with a range of diameters and cross-sections
Limitations of Ring Forging
Despite its strengths, this forging method is not suitable for parts outside of ring geometries. It also requires precise control of material and temperature during expansion.
Common drawbacks:
- Limited to ring or cylinder shapes
- Higher setup complexity than simpler forging methods
When to Use Ring Forging
Use this forging method when your application involves heavy rotation, extreme loads, or high temperature. It’s the go-to choice for aerospace, power generation, and heavy industrial equipment.

Comparing Forging Methods and Choosing the Right One
With several forging methods available—each offering different strengths, costs, and limitations—choosing the right one requires more than just technical preference. This decision impacts production speed, quality, and profitability. A side-by-side look helps clarify where each forging method fits best, and how to evaluate your part requirements against process capabilities.
Side-by-Side Comparison of Forging Methods
| Forging Method | Strength | Precision | Cost Efficiency | Best For |
|---|---|---|---|---|
| Open Die Forging | Excellent | Low | Moderate | Large, simple parts, shafts, blocks |
| Closed Die Forging | Very Good | High | High (in volume) | Complex shapes, automotive, aerospace |
| Cold Forging | Good (work-hardened) | Very High | Very High | Fasteners, small shafts, high volumes |
| Hot Forging | Excellent | Moderate | Moderate | Heavy-duty parts, complex alloys |
| Ring Forging | Excellent (radial) | High (circular) | Moderate | Bearings, turbines, flanges, gears |
This comparison highlights how different forging methods suit different applications. No single method covers all requirements. The best choice depends on your design, quantity, and performance priorities.
Key Factors When Selecting Forging Methods
To choose the right forging method, focus on the following criteria:
- Part Size and Shape
Open die forging suits oversized parts; closed die and cold forging are better for small, complex geometries. - Tolerances and Surface Finish
Cold forging offers the best precision. Closed die forging also performs well. Hot forging requires additional machining. - Material Type
Ductile metals like aluminum or mild steel work well in cold forging. Harder alloys may require hot forging methods. - Production Volume
Closed die and cold forging methods excel in high-volume production. Open die is more cost-effective in smaller batches. - Budget and Lead Time
Tooling costs for closed die and cold forging are higher. Open die and hot forging methods are more flexible and faster to set up.
Common Mistakes to Avoid
- Choosing based on cost alone can backfire if tolerances or strength aren’t met.
- Overlooking material behavior under pressure or heat can result in cracks or failures.
- Failing to match the forging method to production volume leads to wasted time and unnecessary expense.
Questions to Ask Your Supplier
- Which forging methods are best for this part’s geometry and material?
- What tolerances can realistically be achieved?
- How many parts will justify the tooling investment?
- What post-forging operations are needed?
By aligning your design goals with the right forging method, you reduce risk, optimize cost, and ensure the long-term performance of your component.
Conclusion
Forging methods are not one-size-fits-all. Each method—open die, closed die, cold forging, hot forging, and ring forging—has clear advantages depending on the part’s function, shape, material, and volume.
Choosing the right forging method isn’t just a technical decision. It’s a strategic one that affects quality, cost, and lead time. By understanding the strengths and limitations of each process, you’ll avoid costly mistakes and ensure every part performs as expected.
In manufacturing, the process is the product. And the forging method you choose determines how strong, precise, and reliable that product will be.






