Are your aluminum parts losing their shine due to oxidation, scratches, or poor paint adhesion? Have you wondered if aluminum sandblasting could be the solution?
Unlike other surface treatments, aluminum sandblasting offers a precise, controlled way to clean, restore, and prepare aluminum surfaces. Whether it’s wheels, rims, or cast components, the right blasting media ensures durability, smooth finishes, and excellent coating adhesion.
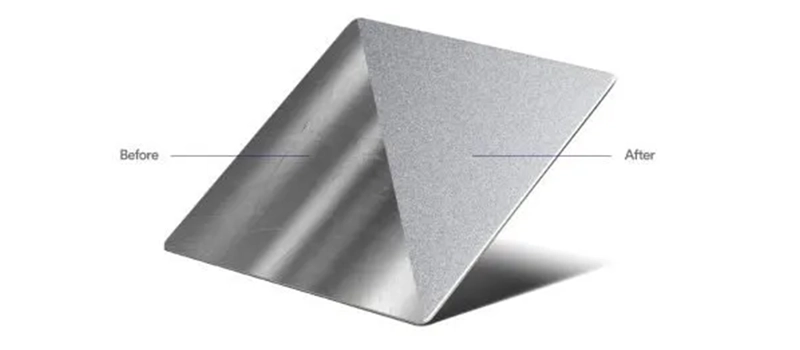
Imagine transforming dull, corroded aluminum into clean, uniform, professional-grade surfaces ready for polishing or coating. With the proper techniques and the best media for sandblasting aluminum, you can avoid surface damage and achieve long-lasting performance.
In this guide, I’ll explain everything you need to know about sandblasting aluminum — from media choices like aluminum oxide and glass beads to polishing tips and quality control. Let’s dive into how you can sandblast aluminum safely and effectively.
What Is Aluminum Sandblasting?
Aluminum sandblasting is the process of forcibly propelling an abrasive material — known as sandblasting media — against an aluminum surface under high pressure. The goal? To clean the surface, remove oxidation, prepare it for painting, or achieve a desired finish.
Unlike steel, aluminum is soft and sensitive to pressure. This makes choosing the correct blasting method and media absolutely essential. Sandblasting is commonly used on aluminum casting parts, aluminum wheels, and aluminum components in construction, automotive, agriculture, and petrochemical industries.
There are three main goals when sandblasting aluminum:
- Surface Preparation – Remove oxidation, oils, or old coatings to ensure better adhesion for paints or powders.
- Cosmetic Finishing – Achieve a uniform matte or satin look.
- Deburring or Cleaning – Smoothen out edges after machining or remove surface imperfections from casting.
It’s not just about “blasting” — it’s a controlled, precision-driven process when done right.
Can You Sandblast Aluminum Without Damage?
This is one of the most frequently asked questions in surface treatment:
Can you sandblast aluminum without ruining it?
The short answer is yes — but only with the right technique, proper abrasive media, and controlled pressure.
Aluminum is softer and more reactive than steel or iron. If you treat it the same way you’d blast a heavy-duty part, you’ll likely end up with:
- Pitting: Caused by overly aggressive abrasives or high-pressure blasting.
- Warping: Especially on thin sheets or delicate components, due to heat buildup and pressure.
- Contamination: From abrasive media embedding into the surface, leading to poor paint adhesion or corrosion later.
That’s why sandblasting aluminum requires a more refined and customized approach — not a one-size-fits-all method.
🔧 Key Factors That Influence Damage Risk
To avoid damaging aluminum parts during sandblasting, here are the top elements you need to control:
🌀 1. Blasting Pressure (PSI)
- Recommended Range: 40–80 PSI
- Too High? You risk denting or bending the surface.
- Too Low? You may not clean or profile the surface effectively.
It’s best to start low and gradually increase until you find the right balance. Always test on a scrap piece first, especially when working with cast aluminum or rims.
⚙️ 2. Abrasive Media Type
This is where most damage happens. Using the wrong media — like silicon carbide or steel grit — can be catastrophic for aluminum surfaces.
✅ Use these instead:
- Aluminum oxide (aggressive but safe with proper grit)
- Glass beads (non-etching, great for finishing)
- Plastic or walnut shells (for ultra-delicate aluminum parts)
These abrasives reduce the risk of embedding foreign material into the surface — a common issue with steel grit.
🧪 3. Media Grit Size
- Coarse grit (24–60) is too aggressive for aluminum.
- Medium grit (80–120) works well for prepping and cleaning.
- Fine grit (150–220+) is best for cosmetic work or polished finishes.
Pro tip: For rims or polished aluminum panels, start with glass beads in 120 grit at 60 PSI.
🔩 4. Nozzle Distance & Movement
- Always keep the nozzle moving to prevent hot spots.
- Maintain a consistent distance — about 6–8 inches from the surface.
- Avoid direct, stationary blasting, which may cause surface gouging or discoloration.
A controlled, sweeping motion ensures uniform blasting and protects the material integrity.

🧼 What Happens If You Sandblast Aluminum Incorrectly?
Here’s what you may experience if blasting is done improperly:
| Problem | Cause | Solution |
|---|---|---|
| Deep pitting | Using hard abrasives (e.g., steel grit) | Switch to aluminum oxide or glass beads |
| Discoloration | Heat buildup or contamination | Lower pressure, use dry media |
| Warping | Blasting thin materials too long | Use lower PSI and softer media |
| Poor paint adhesion | Embedded contaminants | Use clean, non-reactive media and rinse post-blasting |
Best Sandblasting Media for Aluminum
Choosing the best media for sandblasting aluminum is the single most important decision you’ll make during the process. Why? Because aluminum is much softer and more sensitive than steel or iron. Using the wrong abrasive can permanently damage the surface — but choosing the right one can leave your part clean, uniform, and ready for finishing.
Whether you’re cleaning aluminum wheels, prepping cast aluminum parts for powder coating, or restoring industrial components, the abrasive media type and grit size will determine your surface quality, work speed, and even coating adhesion.
🎯 What Makes a Good Sandblasting Media for Aluminum?
Before listing the best options, let’s define what makes a media suitable for aluminum:
- ✅ Non-ferrous (won’t cause rust or galvanic corrosion)
- ✅ Moderate hardness (won’t etch or pit the aluminum surface)
- ✅ Reusability (cost-efficient in industrial setups)
- ✅ Clean-break particles (for consistent cutting action)
Using metallic media like steel grit or silicon carbide may work for harder alloys, but for aluminum, they’re simply too aggressive and can cause pitting, warping, or contamination.
🥇 1. Aluminum Oxide Sandblasting Media
Aluminum oxide is one of the most widely used abrasives in the world — and a top choice for aluminum sandblasting when you need strong cleaning power and precise surface profiling.
- Hardness: 9 on the Mohs scale
- Recyclability: Up to 10 cycles
- Best for: Cleaning corrosion, stripping paint, preparing for coating
- Ideal grit sizes: 80–150 (depending on desired finish)
➕ Pros:
- Sharp cutting edges
- Available in multiple grit sizes
- Doesn’t embed into aluminum
➖ Cons:
- Slightly more aggressive — not ideal for ultra-thin or polished parts
- Can be dusty if not contained
🥈 2. Glass Beads
When you want a clean, satin-like finish without much surface profiling, glass bead blasting is your go-to option. Glass beads are non-reactive, non-toxic, and leave a smooth finish — ideal for decorative aluminum parts.
- Hardness: 5–6 on the Mohs scale
- Recyclability: Up to 5 uses
- Best for: Cosmetic finishes, aluminum wheels, light oxidation removal
- Ideal grit sizes: 100–170 mesh
➕ Pros:
- Won’t etch or embed into the surface
- Creates a polished, uniform look
- Excellent for sandblasting aluminum wheels and rims
➖ Cons:
- Less effective on thick coatings or deep rust
- Shorter media life vs. aluminum oxide
🥉 3. Plastic Abrasives & Walnut Shells
For thin aluminum parts or high-precision work, low-hardness abrasives like plastic beads or walnut shells offer a safe and effective alternative. These are especially useful for restoration work, electronics housings, or sensitive aerospace components.
- Hardness: 2–4 on the Mohs scale
- Recyclability: 2–3 times
- Best for: Polished parts, delicate geometry, soft finishes
- Ideal grit sizes: 12–40 mesh
➕ Pros:
- Low risk of surface damage
- Biodegradable (walnut)
- Safe for complex or thin components
➖ Cons:
- Not suitable for heavy rust or thick paint removal
- More expensive per cycle
📊 Quick Comparison Table: Best Sandblasting Media for Aluminum
| Media Type | Hardness | Finish Quality | Reusability | Ideal Use Cases |
|---|---|---|---|---|
| Aluminum Oxide | 9 | Matte / profile | High | Paint removal, coating prep, roughening |
| Glass Beads | 5–6 | Satin / polish | Medium | Aluminum rims, cosmetic surfaces |
| Plastic Media | 3–4 | Smooth | Low | Thin or polished aluminum components |
| Walnut Shells | 2–3 | Soft | Low | Sensitive or high-precision parts |
Why Use Aluminum Oxide for Sandblasting?
When it comes to aluminum sandblasting, one abrasive consistently stands out: aluminum oxide. It’s sharp, durable, and versatile — making it the most commonly used blasting media worldwide. But what makes it so effective for aluminum parts, and why do many industries rely on it?
⚡ What Is Aluminum Oxide?
Aluminum oxide is a synthetic abrasive created by fusing bauxite at high temperatures. The result is a hard, angular particle with excellent cutting power. With a hardness of 9 on the Mohs scale (just below diamond), it can efficiently strip coatings, rust, and oxidation.
For aluminum applications, aluminum oxide comes in different grit sizes, ranging from coarse (#24–60) for aggressive blasting to fine (#120–220) for smoother finishes.
🔑 Key Benefits of Aluminum Oxide Sandblasting
- Aggressive Cleaning Power
- Removes tough coatings, oxidation, and burrs quickly.
- Ideal for prepping aluminum castings, engine components, and industrial parts.
- Excellent Surface Profiling
- Creates the ideal surface roughness for paint, powder coating, or anodizing.
- Ensures coatings bond securely and last longer.
- Reusable and Cost-Efficient
- Can be recycled up to 10 times in pressure blasting systems.
- Lower long-term cost compared to single-use abrasives like walnut shells.
- Non-Contaminating
- Unlike steel grit, it won’t rust or embed ferrous particles into aluminum.
- Safe for sensitive applications where contamination is unacceptable.
- Consistent Results
- Angular particle shape provides uniform cutting and repeatable results.
- Helps avoid uneven blasting or streaks.
🔬 When to Choose Aluminum Oxide
- Surface Prep for Coatings: If you’re powder coating or anodizing aluminum parts, aluminum oxide is the gold standard.
- Restoring Aluminum Wheels and Rims: Its sharp edges cut through old paint and corrosion effectively.
- Industrial Components: Ideal for aerospace, automotive, and machinery parts requiring clean, profiled surfaces.
However, be cautious with thin or decorative aluminum parts. The aggressive nature of aluminum oxide may cause micro-pitting if PSI or grit size is not controlled.
⚙️ Best Practices for Using Aluminum Oxide on Aluminum
- Use 80–120 grit for general cleaning and coating prep.
- For smoother finishes, switch to 150+ grit.
- Keep PSI around 60–80 for most aluminum surfaces.
- Always test on scrap or hidden areas first.
Pro tip: For sandblasting aluminum rims, start with 120 grit aluminum oxide at 60 PSI, then switch to glass beads for a polished, satin look.
⚖️ Aluminum Oxide vs. Other Media
| Media Type | Cutting Power | Finish Quality | Cost Efficiency | Best Use Case |
|---|---|---|---|---|
| Aluminum Oxide | High | Matte/profile | High | Coating prep, corrosion removal |
| Glass Beads | Medium | Satin/smooth | Medium | Wheels, cosmetic parts |
| Walnut Shells | Low | Natural/raw | Low | Thin/delicate parts |
Sandblasting Aluminum Wheels and Rims
Among all applications of aluminum sandblasting, working with wheels and rims is one of the most common — and also one of the trickiest. Automotive aluminum wheels are exposed to road salt, brake dust, grime, and weathering, which makes them prime candidates for blasting. But because wheels are both functional and cosmetic, the blasting process must be done with precision.

🚗 Why Sandblast Aluminum Wheels?
- Remove Corrosion and Oxidation
Road salt and moisture cause surface oxidation and corrosion buildup, which blasting can remove quickly. - Prepare for Painting or Powder Coating
Blasting creates the perfect surface roughness for coatings, ensuring paint or powder adheres and lasts longer. - Restore Old or Damaged Wheels
Used wheels often have scratches, old paint, or baked-on brake dust. Sandblasting restores them to a clean base for refinishing.
🛠️ Best Media for Sandblasting Aluminum Rims
- Aluminum Oxide: Great for stripping paint and heavy corrosion. Use 80–120 grit at 60–80 PSI.
- Glass Beads: Excellent for finishing and smoothing. Creates a satin look, ideal before polishing.
- Dual-Step Approach: Professionals often start with aluminum oxide for aggressive stripping, then switch to glass beads for final finishing.
❌ Avoid steel grit or overly coarse abrasives — these can gouge rims, leaving permanent marks.
🔧 Process of Sandblasting Aluminum Wheels
- Inspection & Prep
- Remove tires, valve stems, and weights.
- Mask sensitive areas (threads, hub bores).
- Initial Blasting Pass
- Use aluminum oxide to strip away paint, rust, and contaminants.
- Keep nozzle 6–8 inches away from surface, moving evenly.
- Finishing Pass
- Switch to glass beads for a smooth, uniform satin finish.
- Lower PSI to 50–60 to prevent etching.
- Post-Blasting Cleaning
- Rinse or blow off surfaces with clean, dry air.
- Wipe down with a lint-free cloth.
⚡ Common Mistakes to Avoid
- Using Too High PSI: This can cause pitting or warping.
- Not Switching Media: Stripping and finishing require different abrasives for best results.
- Skipping Masking: Threads, logos, or polished accents may get damaged if unprotected.
- Polishing Immediately After: Always let blasted rims rest and cool before polishing or coating.
Polishing Sandblasted Aluminum: Is It Necessary?
Once aluminum has been sandblasted, many people wonder: Should you polish it, or leave it as is?
The answer depends on the application and the desired finish.
Sandblasting leaves aluminum with a matte, textured surface. While this is excellent for paint adhesion and powder coating, it may not be ideal if you want a decorative or reflective finish. That’s where polishing sandblasted aluminum comes into play.

🌟 Why Polish Sandblasted Aluminum?
- Improve Aesthetics
- Sandblasted aluminum has a dull, gray finish. Polishing restores shine, making wheels, panels, or trims look new again.
- Reduce Surface Roughness
- Blasting creates microscopic peaks and valleys. Polishing smooths these, which is important for functional parts like seals or housings.
- Enhance Corrosion Resistance
- Polished surfaces resist moisture accumulation better than rough textures.
- Prepare for Clear Coating
- A polished, smooth surface makes it easier for clear coats to bond evenly.
🔧 How to Polish Sandblasted Aluminum
- Clean the Blasted Surface
- Remove all blasting media dust with compressed air or a microfiber cloth.
- Apply a Metal Polishing Compound
- Use an aluminum-specific polish (oxide-based compounds work best).
- Use a Polishing Tool
- For wheels and large parts: use a buffing wheel or rotary polisher.
- For small parts: use handheld cloths or felt polishing attachments.
- Work in Stages
- Start with a coarse polish to smooth surface texture.
- Progress to a fine polish for a mirror-like shine.
- Finish With Protection
- Apply a clear coat, wax, or anodizing layer to seal the polished surface.
Key Considerations Before Sandblasting Aluminum
While aluminum sandblasting is highly effective, success depends on proper preparation. Unlike harder metals, aluminum is softer and more heat-sensitive, which means blasting requires careful adjustment. Before starting, it’s crucial to evaluate the material, equipment, and process settings to avoid costly mistakes.
📏 1. Aluminum Thickness and Part Geometry
- Thin sheets or small parts: Prone to warping under high pressure or prolonged blasting.
- Castings and rims: More durable, but may have porous areas that require even blasting.
- Complex geometries: Deep grooves or tight corners need controlled nozzle angles to prevent overblasting.
Tip: Always test on a sample piece or hidden area before blasting the entire part.
🌀 2. Blasting Pressure (PSI Control)
- For aluminum, keep blasting pressure between 40–80 PSI.
- Too high = pitting, warping, or surface damage.
- Too low = incomplete cleaning or poor coating adhesion.
Rule of thumb: Start low, then increase gradually until you achieve the desired finish.
💎 3. Choice of Media and Grit Size
- Aluminum oxide (80–120 grit) → Best for stripping paint or corrosion.
- Glass beads (120–150 grit) → Best for satin finishing and rims.
- Walnut shells/plastic media → Best for thin or polished aluminum components.
🧭 4. Nozzle Angle and Distance
- Maintain a 6–8 inch distance between nozzle and surface.
- Keep the nozzle moving to avoid hot spots.
- Use a 30–45° angle for cleaning, and a 90° angle for profiling.
♻️ 5. Media Recovery & Recycling
- Aluminum oxide → Reusable up to 10 times.
- Glass beads → Reusable up to 5 times.
- Walnut shells/plastic → 2–3 cycles only.
Recovering and reusing media not only saves cost but also ensures consistent blasting results.
🌡️ 6. Heat and Surface Protection
- Aluminum conducts heat quickly, which may lead to thermal warping if blasting is prolonged in one spot.
- For precision parts, consider masking sensitive areas (threads, polished faces, logos) before blasting.

✅ Key Takeaway
Before you sandblast aluminum, always check:
- Part thickness & geometry
- PSI settings
- Correct abrasive media & grit size
- Nozzle angle and distance
- Media recycling strategy
- Heat management
By preparing carefully, you’ll avoid surface damage and achieve a professional finish every time.
Quality Control in Aluminum Sandblasting
Even with the right media, pressure, and equipment, the outcome of aluminum sandblasting depends on quality control. Poor blasting practices can lead to pitting, embedded media, or coating failures down the line. By applying proper inspection and testing methods, you can ensure consistent, high-quality results for every project.
🔍 1. Visual Inspection
- Check for uniform surface finish across the part.
- Look for uneven shading, streaks, or patchiness that suggest inconsistent blasting.
- Inspect critical areas (edges, grooves, and welds) where blasting may be either too strong or too weak.
📏 2. Surface Profile Measurement
The goal of blasting is often to create a surface profile that improves paint or coating adhesion.
- For most powder coating on aluminum: a profile of 50–100 microns (2–4 mils) is recommended.
- Use surface profile comparators or profilometers to confirm roughness.
- Over-blasting = deeper profile, which can weaken thin parts.
🧪 3. Contamination Testing
A common issue with aluminum sandblasting is media embedding. If hard particles remain on the surface, they can interfere with coatings or even cause corrosion.
- Perform a tape pull test to check for loose grit.
- Rinse or blow down with clean, dry compressed air after blasting.
- Avoid metallic media (like steel grit), which can introduce ferrous contamination.
🛡️ 4. Coating Adhesion Tests
If the blasted aluminum will be coated or painted, always verify adhesion:
- Cross-hatch adhesion test: Create a small grid of cuts in the coating and apply tape; check if coating peels.
- Bend test: Bend a coated aluminum strip to ensure coating doesn’t crack or flake.
- Impact test: Drop a small weight to verify coating flexibility and bond strength.
⚙️ 5. Consistency Across Batches
For industrial production, repeatability is key.
- Maintain consistent PSI, nozzle angle, and blasting distance.
- Replace worn nozzles regularly — worn nozzles change blasting intensity.
- Monitor media breakdown: finer grit over time may lead to different finishes.
📑 6. Certifications and Documentation
For industries like automotive, aerospace, and construction, surface treatments must comply with ISO, CE, or GPSR standards.
- Keep blasting process logs (media type, PSI, cycles).
- Ensure operators are trained and follow consistent procedures.
- Validate processes against customer or regulatory requirements.
Conclusion
Aluminum sandblasting is the most effective way to clean, restore, and prepare aluminum for coating or polishing. With the right media, pressure, and quality checks, it delivers smooth, uniform finishes without damage. From wheels to cast parts, aluminum sandblasting ensures durability, precision, and long-lasting performance in every application.






