Are you looking for a way to produce complex metal parts with both strength and precision? Do you need a method that keeps costs low without compromising quality? Are you facing challenges with long production times or unpredictable results in your current manufacturing process? Wondering if aluminum die casting could be the solution for your next project?
Aluminum die casting is one of the most efficient and reliable manufacturing processes for producing high-quality, dimensionally accurate parts at scale. It combines the benefits of lightweight aluminum alloys with the precision of high-pressure casting, delivering consistent results, shorter production cycles, and excellent surface finishes — ideal for industries from automotive to electronics.
In this article, I’ll walk you through the complete aluminum die casting journey — from the first design concept, through tooling and production, to the finished part — so you’ll understand exactly how this process can work for you.

1. Introduction to Aluminum Die Casting
1.1 Definition and Basic Concept of Aluminum Die Casting
Aluminum die casting is a high-efficiency manufacturing process in which molten aluminum alloy is forced into a hardened steel mold — known as a die — under high pressure. This method enables the rapid production of complex metal parts with tight tolerances, smooth surfaces, and minimal post-processing.
Unlike sand casting or investment casting, aluminum die casting produces parts with excellent dimensional accuracy and repeatability, especially when producing thousands or even millions of identical components. In short, the die is cast — and once it cools, you have a near-finished product with intricate details and structural integrity.
1.2 Why Aluminum Is the Preferred Metal for Die Casting
Aluminum is widely favored in the die casting industry because it delivers an unmatched combination of performance and processability. Here’s why:
- Lightweight: With a density of only 2.7 g/cm³, aluminum is ideal for applications requiring reduced weight without sacrificing strength.
- Corrosion-Resistant: It naturally forms a protective oxide layer that prevents rusting and degradation — even in harsh environments.
- Highly Recyclable: Aluminum retains its properties through multiple recycling cycles, making it cost-effective and sustainable.
These properties are critical in industries where weight reduction, long-term durability, and environmental compliance are key factors — such as automotive, electronics, and aerospace.
1.3 Short Comparison with Zinc and Magnesium Die Casting
Choosing the right metal for die casting depends on part requirements. Compared to zinc die casting, aluminum provides:
- Lower weight
- Better high-temperature performance
- More cost-effective material for medium-to-large parts
In contrast to magnesium die casting, aluminum:
- Offers superior corrosion resistance
- Is easier to source and recycle globally
- Provides better strength at room and elevated temperatures
While zinc is better for extremely small, detailed parts due to its fluidity, and magnesium is excellent for ultra-lightweight needs, aluminum die casting strikes the optimal balance of cost, strength, weight, and formability for most industrial applications.
1.4 Key Industries Benefiting from Aluminum Die Cast Components
Aluminum die casting is central to a wide range of industries. Here’s where it shines:
- Automotive: Used for transmission housings, engine brackets, EV motor enclosures, and structural frames — all benefiting from weight savings and heat dissipation.
- Electronics: Ideal for housings, heat sinks, and components that require electromagnetic shielding and thermal conductivity.
- Aerospace: Used for lightweight, high-strength structural parts.
- Industrial Equipment: Pump bodies, valve housings, pneumatic cylinder heads, and more rely on the durability and accuracy of aluminum die casting.
- Consumer Products: From kitchen appliances to lighting fixtures, aluminum die cast parts deliver aesthetics and reliability.
In each of these sectors, aluminum’s combination of strength, precision, and light weight contributes to better performance, longer life cycles, and lower operating costs.
1.5 How the “Design to Finished Parts” Approach Ensures Product Success
At the heart of a successful aluminum die casting project is a seamless workflow that connects product design, tooling, production, and post-processing.
Design engineers start with manufacturability in mind — optimizing wall thickness, draft angles, fillets, and functional features like ribs and bosses. Simulation tools help predict flow, shrinkage, and defect zones. The die is then precision-machined to produce thousands of consistent shots.
Once casting begins, strict process controls — from injection parameters to cooling cycles — ensure quality. Post-processing operations like trimming, CNC machining, finishing, and inspection complete the product.
This integrated approach minimizes waste, speeds up lead times, reduces unit costs, and ensures consistent quality from prototype to production.
2. Designing for Aluminum Die Casting
2.1 Core Design Principles for Manufacturability
Every successful aluminum die cast part starts with smart design. If we don’t consider casting constraints during the design phase, it leads to costly tooling changes, defects, or even production failure. That’s why design for manufacturability (DFM) is the foundation of die casting success.
Key design principles include:
- Ensuring consistent wall thickness to prevent shrinkage and porosity
- Incorporating draft angles for easy ejection
- Avoiding sharp internal corners to reduce stress concentration
- Optimizing gating systems for proper metal flow
- Minimizing undercuts to reduce tooling complexity and cost
Working closely with your die casting manufacturer from the beginning ensures that the design is both functional and moldable — saving time and money down the road.
2.2 Wall Thickness Guidelines and Uniformity to Prevent Defects
Uniform wall thickness is critical in aluminum die casting. Uneven walls create inconsistent cooling rates, leading to warping, hot spots, internal stresses, or porosity.
Typical recommended wall thickness:
- Thin walls: 2.0–2.5 mm (ideal for small or cosmetic parts)
- Standard: 2.5–4.0 mm
- Thick-walled sections: 5 mm+ (may require special filling techniques)
To maintain uniformity:
- Avoid abrupt transitions between thick and thin sections
- Use ribs or gussets to add stiffness without increasing wall thickness
- Design with flow paths and cooling in mind
A consistent wall thickness supports better mold filling, faster solidification, and fewer downstream machining issues — essential for maintaining dimensional accuracy and minimizing casting defects.
2.3 Importance of Draft Angles for Easy Part Ejection
Draft angles — the slight taper added to vertical walls of the part — make ejection from the die possible without damaging the casting or the tool. Without proper draft, the part sticks to the mold, increasing wear and downtime.
Standard draft angle recommendations:
- External surfaces: 0.5° to 1.5°
- Internal surfaces (holes, slots): 1.5° to 2.5°
More complex features may require increased draft. Design software should allow you to automatically add or simulate draft, and it’s best to get input from the tooling engineer early to validate feasibility.

2.4 Adding Ribs and Fillets for Strength Without Excess Weight
Die cast parts often use ribs to reinforce structural integrity without increasing wall thickness. Ribs improve rigidity, reduce warpage, and support thinner walls — especially on large parts.
Key guidelines:
- Rib thickness = 0.5 × wall thickness
- Rib height = 2–3 × wall thickness
- Space ribs evenly and align them with metal flow
Fillets — rounded interior corners — reduce stress concentrations and help the molten aluminum flow smoothly into tight areas.
- Recommended fillet radius: 0.5–1.0 mm minimum
- Avoid sharp 90° intersections unless absolutely necessary
Together, ribs and fillets improve both part strength and mold fill performance.
2.5 How Tolerance Planning Affects Machining Needs Later
Aluminum die casting can achieve impressive net-shape tolerances, but not every dimension can be cast perfectly. Understanding which surfaces require tight tolerances — and which don’t — helps reduce unnecessary secondary machining.
Typical as-cast tolerances:
- ±0.1 mm for features under 25 mm
- ±0.2 mm for features between 25–100 mm
- ±0.5 mm for larger features
Designers should apply tolerance zones where necessary and mark critical surfaces that will be post-machined (e.g., sealing faces, bearing bores, threaded holes). By combining smart design with machining only where it matters, we save both time and cost.
2.6 Integrating Functional Features into the Casting Design
One of the biggest advantages of aluminum die casting is the ability to integrate complex features directly into the casting — reducing the need for secondary assembly or welding. Common integrated features include:
- Mounting bosses
- Threaded inserts or tap holes
- Internal channels or cooling passages
- Labeling or branding (embossed/debossed)
- Snap-fits and interlocking joints
When functional features are built directly into the die, you improve part performance and reduce handling time — while also minimizing alignment and tolerance stack-up errors.
2.7 Role of CAD Modeling and Flow Simulation in Reducing Trial Errors
Before we even cut steel, we model everything in CAD and run casting simulations using specialized software. This step is essential for predicting how the molten aluminum will flow, solidify, and shrink inside the die.
Simulation allows us to:
- Identify air traps, cold shuts, or misruns
- Optimize gate and runner placement
- Adjust wall thickness and draft angles
- Prevent porosity and other common casting defects
By using tools like MAGMASOFT, ProCAST, or FLOW-3D, we dramatically reduce first-shot failure rates, accelerate tooling refinement, and ensure smooth production ramp-up.
3. Tooling and Mold Preparation
3.1 What Is a Die in Aluminum Die Casting and Its Function in Production
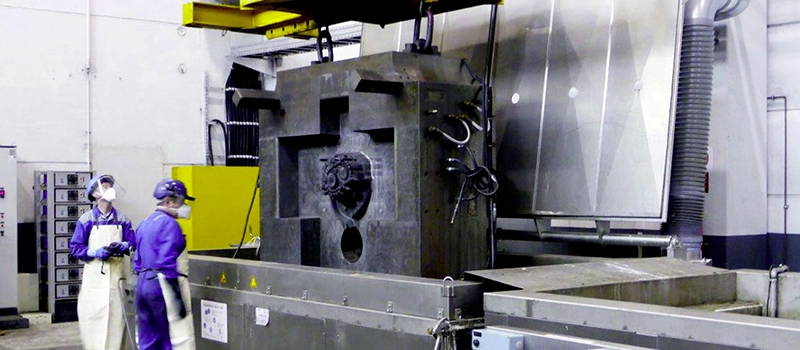
In aluminum die casting, the “die” is a hardened steel mold precisely engineered to shape molten aluminum under high pressure. It is the core tooling element that gives the process its name and is responsible for creating consistent, high-tolerance components in mass production.
Each aluminum die casting die consists of two halves — the fixed half and the moving half — which come together to form a cavity in the shape of the desired part. When molten aluminum is injected into this cavity and solidifies, the die opens, and the part is ejected. The tooling also includes gating systems, cooling lines, and ejection mechanisms — all of which play vital roles in maintaining part quality and extending die life.
3.2 Types of Casting Dies in Aluminum Die Casting
Tooling in aluminum die casting can be configured in several ways, depending on part complexity and production volume:
- Single cavity dies: Produce one part per injection cycle, often used for larger parts or low-volume production.
- Multi-cavity dies: Produce multiple identical parts simultaneously, increasing efficiency and reducing unit cost.
- Combination dies: Cast different parts in the same cycle — useful when multiple components are used in the same assembly.
- Unit dies: Modular systems that allow for quick changes to cavities without replacing the entire die, ideal for flexible manufacturing.
Selecting the right die type is critical to ensuring that your aluminum die casting process delivers on both quality and cost targets.
3.3 Choosing Tool Steel for High-Pressure Aluminum Die Casting
Tooling must withstand the intense heat, pressure, and abrasion of the aluminum die casting process. For this reason, we use specialized tool steels like H13 or SKD61, known for their thermal stability, wear resistance, and strength.
These steels are heat-treated and sometimes coated to survive hundreds of thousands of cycles under harsh conditions. The right tool steel ensures consistent part dimensions, fewer production interruptions, and longer tooling life in any aluminum die casting project.
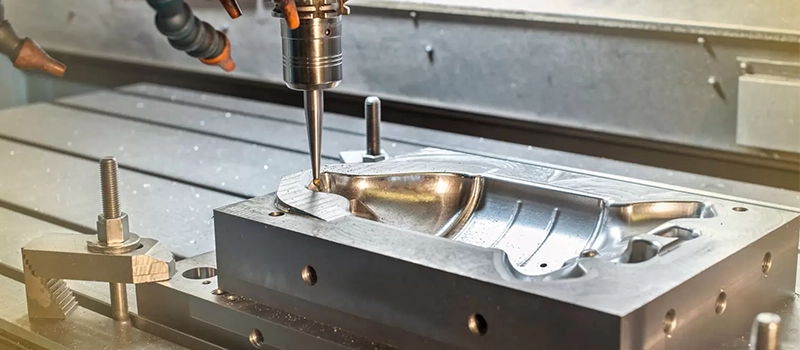
3.4 Machining Die Cavities for Aluminum Die Casting
Tooling for aluminum die casting is produced using CNC machining and EDM (Electrical Discharge Machining) to achieve the fine detail and exact tolerances required. Machining includes forming the part cavity, parting lines, venting, ejector pin locations, and flow channels.
Because molten aluminum flows quickly and solidifies rapidly, the cavity design must be flawless. Even the smallest machining error can lead to flashing, warping, or porosity in the final aluminum die cast product.
3.5 Cooling Channels and Thermal Management in Aluminum Die Casting
Effective thermal control is essential for high-quality aluminum die casting. The die must be able to quickly absorb and dissipate heat between cycles. To achieve this, we integrate cooling channels, baffles, and thermal pins directly into the die.
Proper cooling not only improves cycle times but also enhances casting consistency, minimizes porosity, and extends the life of the tooling used in aluminum die casting operations.
3.6 Surface Treatments to Extend Tool Life in Aluminum Die Casting
Die life is a major cost factor in aluminum die casting, so coatings and treatments are applied to protect the tool surface from erosion, sticking, and heat fatigue.
Common solutions include:
- Nitriding for surface hardness
- PVD coatings for reduced friction and improved metal release
- Release agents applied between cycles to prevent sticking of molten aluminum to the tool
These treatments help ensure stable, long-term performance of the tooling in aluminum die casting environments.
3.7 Die Maintenance Schedules for Long-Term Success
Regular maintenance is critical to preserving die function over the long production runs typical of aluminum die casting. Inspections are conducted daily, weekly, and after set production thresholds to identify wear, thermal fatigue, or buildup.
By maintaining clean, well-lubricated dies and promptly addressing minor issues, we extend tooling lifespan and avoid costly downtime — keeping your aluminum die casting project on schedule and on budget.
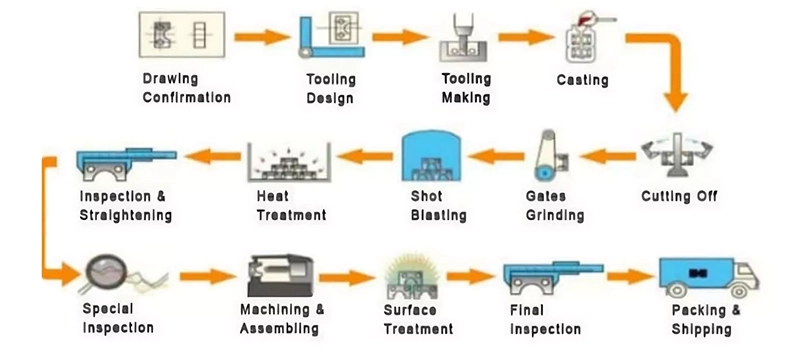
4. The Aluminum Die Casting Process Step-by-Step
4.1 Alloy Melting: Furnace Types and Temperature Control
The aluminum die casting process starts with melting the chosen aluminum alloy in a furnace. Holding the correct temperature is essential — too low and the metal won’t flow; too high and you risk excessive die wear or gas entrapment.
Common furnace types include:
- Reverberatory furnaces (large-scale, energy-efficient)
- Crucible furnaces (for smaller batch melting)
- Tower furnaces (continuous melting with good metal quality)
Molten aluminum is typically held between 660°C–720°C for optimal flow and fluidity. Many die casting operations also use degassing units and fluxing to remove hydrogen and oxides — improving casting integrity and minimizing porosity in the finished aluminum die casting part.
4.2 Preparing Molten Aluminum for Optimal Fluidity
Once melted, the aluminum must be properly conditioned. Before injection, the melt is:
- Degassed to reduce porosity (using nitrogen or argon)
- Filtered to remove inclusions and dross
- Treated with flux to reduce oxidation
This step ensures that the aluminum entering the die is clean and has the ideal viscosity for filling complex cavities. Consistency in melt quality is one of the cornerstones of defect-free aluminum die casting production.
4.3 High Pressure Die Casting: Injecting Molten Metal into the Mold
This is the heart of the aluminum die casting process. Molten aluminum is injected into the closed die cavity at pressures ranging from 1,500 psi to 25,000 psi, depending on part geometry and machine type.
There are two major systems:
- Cold chamber machines: Most common for aluminum die casting due to high melt temperatures
- Hot chamber machines: Typically used for zinc or low-melting-point alloys
The molten aluminum is poured into a shot sleeve, then pushed rapidly into the die using a hydraulic plunger. This high-speed injection fills even the most complex geometries in under 0.1–0.2 seconds.
4.4 How Injection Speed and Pressure Affect Quality
Both speed and pressure are tightly controlled to prevent defects like:
- Cold shuts (metal doesn’t fuse properly)
- Air entrapment (causing porosity)
- Misruns (incomplete filling)
Modern aluminum die casting machines use programmable logic controllers (PLCs) to fine-tune these parameters. A well-calibrated system ensures smooth cavity fill, proper venting, and full material density — resulting in stronger, more precise parts.
4.5 Cooling and Solidification: Preventing Warping and Shrinkage
Once the molten aluminum fills the cavity, rapid cooling is essential. Cooling systems within the die remove heat quickly to solidify the metal in 1–5 seconds, depending on wall thickness and part size.
Proper cooling ensures:
- Dimensional accuracy
- Prevention of hot spots (which can cause sink marks or porosity)
- Consistent grain structure for better mechanical properties
Mold design must balance fast cycle times with uniform solidification to avoid internal stress or distortion in the final aluminum die casting component.
4.6 Ejecting the Solidified Part Using Ejector Pins
After solidification, the die opens, and ejector pins push the part out of the cavity. This step must be gentle but firm — enough to release the part without bending, cracking, or damaging the mold surface.
The number and placement of ejector pins is critical. Poor ejection design can lead to:
- Part deformation
- Pin marks on visible surfaces
- Accelerated wear of the die
Ejection systems are synchronized with the machine’s cycle, ensuring consistent, high-speed removal of every aluminum die cast part.
4.7 Removing Excess Material: Trimming and Deburring
The final step in the casting cycle involves trimming excess aluminum — such as:
- Flash along parting lines
- Sprues and runners from metal flow channels
- Overflow and vents designed to release trapped air
These are removed using:
- Mechanical trimming presses
- CNC machining
- Hand deburring (for complex areas)
Some parts may also go through shot blasting or tumbling to smooth out surfaces and prepare them for coating or assembly. This final touch ensures every aluminum die casting part meets cosmetic and functional standards.
5. Post-Processing and Finishing
5.1 Precision Machining for Critical Dimensions
While aluminum die casting produces near-net-shape parts, some features may require post-casting machining to meet exact tolerances — especially in areas like:
- Bearing surfaces
- Threaded holes
- Sealing faces
- Mounting points
Machining operations often include drilling, tapping, reaming, milling, or turning. High-speed CNC equipment is used to maintain tight tolerances (±0.01 mm or better) and ensure consistency across batches.
By identifying which features must be machined — and which can remain as-cast — we can reduce costs and processing time. This balance is critical in aluminum die casting projects that require both precision and production speed.
5.2 Surface Finishing Options
A raw aluminum die cast surface is functional, but most parts benefit from added finishing — for protection, performance, or aesthetics. Common surface treatment methods include:
- Powder coating: Adds durable, decorative, corrosion-resistant finishes.
- Anodizing: Creates a controlled oxide layer for corrosion protection and color options.
- Painting: Customizable finish with branding or functional coatings.
- Polishing and buffing: For decorative or reflective parts.
- Shot blasting or bead blasting: Removes surface irregularities and creates a uniform matte finish.
Surface preparation is crucial before coating. This may involve degreasing, deoxidizing, or chemical cleaning to ensure adhesion and long-term performance.
5.3 Heat Treatments to Increase Strength or Hardness
Some aluminum die casting alloys can be further enhanced through heat treatment. This is especially important for structural or load-bearing parts in demanding environments.
Common heat treatment processes include:
- T5 treatment: Artificial aging to increase hardness.
- T6 treatment: Solution heat treatment followed by aging for higher strength.
- Stress relieving: Reduces internal stress that could lead to distortion during service.
However, not all aluminum alloys used in die casting are heat-treatable. Careful alloy selection during the design phase is essential if mechanical properties need to be modified post-casting.
5.4 Assembly Processes for Multi-Part Products
Many aluminum die casting components are part of a larger assembly. To simplify integration, casting designs often include built-in features like:
- Snap fits
- Bosses for screws
- Integrated channels or mounts
- Alignment ribs
After machining and finishing, parts are often assembled using:
- Press fits
- Threaded fasteners
- Welding (TIG or MIG, in special cases)
- Adhesive bonding or insert molding
A well-designed cast part reduces assembly time and eliminates the need for extra brackets or components — leading to lighter, more efficient product designs.
5.5 Marking and Labeling for Traceability and Compliance
To meet quality control and regulatory requirements, aluminum die casting parts are often labeled or marked. Methods include:
- Laser engraving
- Stamped serial numbers or batch codes
- Molded-in logos or part numbers
- Inkjet printing or barcode labels
This traceability is essential for industries like automotive, aerospace, and medical — where every part must be documented, tracked, and verifiable. CE marking or ISO identifiers may also be included to indicate compliance with global standards.
6. Quality Control from Start to Finish
6.1 Dimensional Inspection with CMM (Coordinate Measuring Machines)
High-precision parts produced through aluminum die casting must meet tight dimensional tolerances — especially for applications in automotive, aerospace, and industrial equipment. To ensure consistency, manufacturers rely on CMM (Coordinate Measuring Machines) for precise 3D inspections.
CMMs verify critical dimensions, such as:
- Flatness and parallelism of mounting surfaces
- Diameter and position of holes and slots
- True position tolerances of threaded features
- Surface profiles and part symmetry
By comparing the physical part to the original CAD model, CMM inspection helps detect deviations early and reduce scrap rates. This step is essential for meeting client specs and upholding process control in aluminum die casting production lines.
6.2 Visual Inspection for Surface Defects
Even with perfect dimensions, cosmetic and functional issues can arise on the surface of a die cast aluminum part. That’s why visual inspection is a critical stage in the QC process.
Technicians check for:
- Flash: Thin metal along parting lines
- Sink marks: Depressions caused by uneven cooling
- Cold shuts: Incomplete fusion of molten metal
- Flow lines: Surface patterns indicating turbulent fill
- Porosity: Gas or shrink voids visible on or below the surface
Parts that fail visual inspection are reworked or rejected before reaching downstream processes — preventing costly quality failures and protecting your brand’s reputation.
6.3 Non-Destructive Testing (NDT) for Internal Integrity
Sometimes, defects aren’t visible to the naked eye. In high-performance aluminum die casting applications, non-destructive testing (NDT) ensures internal soundness without destroying the part.
Common NDT methods include:
- X-ray inspection: Reveals internal porosity, voids, and inclusions
- Ultrasonic testing: Detects cracks and density variations
- Dye penetrant testing: Highlights surface cracks invisible to the eye
These tests are especially important in safety-critical components like automotive steering housings, aerospace brackets, or pressure-sealed parts.

6.4 Mechanical Testing: Tensile, Impact, and Hardness
Mechanical performance must match the functional requirements of the final product. For that reason, we perform various physical tests on sample parts from each batch of aluminum die casting:
- Tensile testing: Measures the force required to pull a part apart
- Impact testing: Evaluates how the material behaves under sudden shocks
- Hardness testing: Determines surface resistance to wear
Results from these tests are benchmarked against material standards (e.g., ASTM, EN, JIS) and customer specifications to confirm batch quality.
6.5 Meeting International Standards (CE Marking, ISO 14001, IATF 16949)
To supply products globally, aluminum die casting manufacturers must meet international quality and environmental standards. At our facility, for example, we ensure compliance with:
- CE Marking: For product compliance in the European market
- ISO 14001: Environmental management systems
- IATF 16949: Quality system requirements for automotive production
These certifications are not just for audits — they guarantee that each process, from design to shipment, follows consistent and controlled procedures.
6.6 Documenting Inspection Results for Customer Assurance
Transparency builds trust. That’s why every aluminum die casting project we handle includes detailed inspection reports. These may include:
- First article inspection (FAI) reports
- Statistical process control (SPC) charts
- Batch certificates with mechanical and chemical properties
- Traceability logs with lot numbers and casting dates
Customers often require these reports to validate part quality, streamline incoming inspection, and ensure regulatory compliance.
7. From Factory to End Use
7.1 Protective Packaging to Prevent Corrosion or Damage
Once aluminum die casting parts are fully processed and inspected, proper packaging becomes the next priority. Even the most precisely manufactured parts can suffer corrosion, surface abrasion, or deformation if not packaged correctly.
We use various packaging methods based on part geometry, weight, and surface finish:
- Vacuum-sealed bags for corrosion-sensitive parts
- Foam inserts or plastic trays to prevent surface damage during transport
- Desiccant packs to absorb moisture in long-haul or overseas shipments
- VCI (Vapor Corrosion Inhibitor) bags for parts with raw or machined surfaces
Packaging materials are chosen to ensure parts arrive in the same condition they left the factory — clean, undamaged, and ready for assembly.

7.2 Bulk vs Custom Packaging for OEM Clients
We tailor our packaging strategies to suit the unique requirements of OEM clients ordering aluminum die casting parts. Some clients prioritize bulk efficiency, while others require part-level protection and traceability.
- Bulk packaging: Ideal for rugged parts or components that will be reworked, cleaned, or coated upon arrival.
- Custom packaging: Used for high-precision or cosmetic parts. Includes labeled cavities, barcodes, QR codes, and even pre-counted kits.
Collaborating with customers during the packaging design phase helps prevent handling damage and reduce labor on their production line — ultimately improving downstream efficiency.
7.3 Shipping Considerations for International Orders
Global exports of aluminum die cast components require reliable shipping logistics and full compliance with international regulations. Key factors include:
- Container optimization: Maximizing part quantity per pallet while maintaining safety
- Load balancing: Preventing deformation of thin-walled parts during shipping
- Lead time planning: Coordinating transit times with production start dates at the client’s facility
- Export documentation: Providing certificates of origin, HS codes, packing lists, invoices, and inspection reports
We also support air, sea, and express courier shipping depending on urgency, volume, and destination.
7.4 Coordination with Freight Forwarders and Customs Compliance
Handling international shipments of aluminum die casting products involves close coordination with freight forwarders to ensure smooth customs clearance and on-time delivery.
Our logistics support includes:
- Pre-arranged customs documentation
- Assistance with incoterms (EXW, FOB, CIF, DDP, etc.)
- Export licenses or declarations (when applicable)
- Insurance coverage for high-value shipments
Having an experienced shipping partner reduces risk, prevents costly delays, and ensures that your castings arrive safely — no matter where in the world they’re headed.
7.5 Examples of Industries Using the Final Die Cast Products
Finished aluminum die casting parts are used in a wide range of industries — each with specific functional and regulatory requirements. Examples include:
- Automotive: EV battery enclosures, engine blocks, gear housings, mounts
- Aerospace: Brackets, structural supports, airframe fittings
- Consumer electronics: Heat sinks, smartphone frames, laptop shells
- Industrial machinery: Pneumatic actuator heads, valve bodies, motor housings
- Lighting and energy: LED housings, solar panel brackets, power inverter covers
By adapting the aluminum die casting process to different application needs — through material selection, surface finishing, and tolerance control — we ensure compatibility with any end use, from simple enclosures to complex structural parts.
8. Common Challenges and Solutions in Aluminum Die Casting
8.1 Porosity and Gas Entrapment: Causes and Prevention
Porosity is one of the most common quality issues in aluminum die casting. It appears as small voids or holes inside the casting, caused by trapped gases or shrinkage during solidification. While minor porosity may be acceptable, large or surface-breaking pores can compromise strength, sealing, or cosmetic quality.
Main causes include:
- Air entrapment due to poor gating or fast shot speed
- Hydrogen gas from moist or contaminated molten aluminum
- Inadequate venting or vacuum system design
- Improper die temperature or solidification imbalance
Solutions:
- Use vacuum-assisted die casting to eliminate trapped air
- Degas molten aluminum with argon or nitrogen before injection
- Improve gating design with simulation to enhance flow behavior
- Maintain optimal die temperatures (through thermal control and cycle regulation)
By combining process controls, equipment tuning, and design optimization, porosity can be reduced significantly — resulting in stronger, more reliable aluminum die cast parts.

8.2 Tool Wear and How to Extend Die Life
The dies used in aluminum die casting face extreme thermal and mechanical stress. Over time, this leads to:
- Cracking or heat checking
- Surface erosion
- Loss of dimensional accuracy
- Soldering and aluminum buildup
Preventive strategies to extend die life:
- Use premium tool steels like H13 or SKD61 with proper heat treatment
- Apply protective coatings (PVD, nitriding, or chrome plating)
- Implement a consistent die maintenance schedule (inspection, polishing, pin replacement)
- Monitor die temperature in real time to avoid thermal shock
- Optimize casting parameters to reduce cycle time and thermal load
Longer-lasting tooling reduces downtime, avoids surprise failures, and maximizes ROI in high-volume aluminum die casting production.
8.3 Inconsistent Dimensions and How to Improve Repeatability
Even with precision tooling, some manufacturers struggle with part-to-part variation. Dimensional inconsistencies in aluminum die casting can result from:
- Uneven die temperatures
- Excessive or insufficient shot pressure
- Poor alignment or wear in critical tooling components
- Inadequate cooling or venting design
Solutions for improving repeatability:
- Standardize injection parameters and lock them via PLC systems
- Use thermal monitoring systems to control die temperature zones
- Add precision alignment features (guide pins, bushings) to tooling
- Apply real-time in-line measurement systems to catch variation early
With tight process control and proper tooling alignment, dimensional consistency can reach ±0.1 mm or better — ideal for automotive or aerospace standards.
8.4 Soldering and Erosion in Dies: How to Reduce Them
Soldering occurs when molten aluminum sticks to the die surface and builds up over time, reducing surface quality and damaging the die. Erosion, on the other hand, wears away die material — often in high-flow or high-temperature regions.
Why it happens:
- Poor thermal control (overheating or undercooling)
- Incorrect die coatings or lack of lubrication
- Excessive aluminum injection velocity
- Poor die surface finish or improper gating
Preventive measures include:
- Optimizing die temperatures and cooling layout
- Applying ceramic or nitrided coatings to reduce aluminum adhesion
- Using high-performance die lubricants (release agents)
- Refining gating design through casting simulation tools
Properly managing soldering and erosion ensures longer die life, better surface quality, and fewer unplanned shutdowns in aluminum die casting operations.
8.5 Cost Control Without Sacrificing Quality
Price sensitivity is always a concern in high-volume manufacturing. But reducing costs in aluminum die casting should never mean cutting corners.
Effective cost-control strategies:
- Design castings to eliminate unnecessary machining
- Combine multiple components into one die cast part
- Use multi-cavity dies to increase productivity per shot
- Plan annual volume to amortize tooling cost effectively
- Optimize alloy selection based on part strength, weight, and finish requirements
Additionally, working with a manufacturer experienced in DFM (Design for Manufacturability) can uncover hidden savings while still meeting performance and regulatory standards.
9. Conclusion
From initial design concepts to final, finished components, aluminum die casting offers a powerful combination of speed, precision, and cost-efficiency. With careful attention to part geometry, tooling, process control, and quality assurance, it’s possible to produce complex, high-strength aluminum parts at scale — ready for use across industries like automotive, aerospace, electronics, and industrial machinery.
By understanding each stage of the aluminum die casting process — including the challenges and how to overcome them — you can make better sourcing decisions, reduce lead times, and improve product performance.
Partnering with an experienced aluminum die casting manufacturer ensures your parts are not only functional and reliable, but also delivered on time, on budget, and built to last.






