Are you unsure which casting method to choose for your metal components? Worried that the wrong decision could lead to high production costs, surface defects, or inconsistent product quality? Do terms like sand casting, die casting, or investment casting leave you confused and overwhelmed?
This casting method comparison will give you a clear, professional breakdown of the 7 most common metal casting processes. You’ll learn the pros and cons of each method, empowering you to make smarter, cost-effective manufacturing decisions.
Choosing the wrong process can cost you thousands. Let’s make sure you don’t.
Casting Method Comparison – Sand Casting
Sand casting is one of the most traditional and widely used processes in the casting method comparison. It involves compacting sand around a pattern to create a mold, pouring molten metal into the cavity, and then breaking the mold after solidification to retrieve the final casting.
Due to its simplicity and cost-effectiveness, sand casting is frequently used in industries such as agriculture, mining, construction, and general machinery manufacturing — especially for large, complex parts made in low to medium volumes.

Advantages of Sand Casting
- Low tooling and setup cost
Among all methods in this casting method comparison, sand casting offers the lowest entry cost. The molds are made from inexpensive materials like silica sand, making it ideal for short runs, prototypes, or large parts where permanent tooling would be too costly. - Flexible design options
Sand casting accommodates almost any shape or geometry, including complex internal cavities and undercuts. Engineers are free to create intricate part designs without the geometric constraints seen in many other casting methods. - Suitable for large components
This method is especially effective for producing heavy or bulky components — such as machine bases, pump housings, and frames — which would be impractical to make using pressure-based or mold-restricted processes. - Compatible with a wide range of metals
Sand casting supports nearly all castable alloys, including iron, steel, aluminum, bronze, and brass. This flexibility allows manufacturers to match specific material properties to application requirements.
Disadvantages of Sand Casting
- Limited repeatability and process control
Variations in sand quality, mold packing, and pouring conditions can introduce inconsistencies. Maintaining stable quality over large batches is more difficult than in closed-mold processes. - Lower dimensional accuracy
In this casting method comparison, sand casting ranks lower in terms of precision. Because of mold erosion and shrinkage variation, final dimensions can deviate significantly, often requiring secondary machining. - Poor surface finish
The granular nature of the sand mold leads to rougher surfaces on the cast part, usually requiring finishing processes like grinding, polishing, or sandblasting to meet appearance or fit requirements. - Slow production speed
Each mold must be created and destroyed for every casting cycle, limiting throughput. Compared to die casting or permanent mold casting, sand casting is significantly slower and less automated.
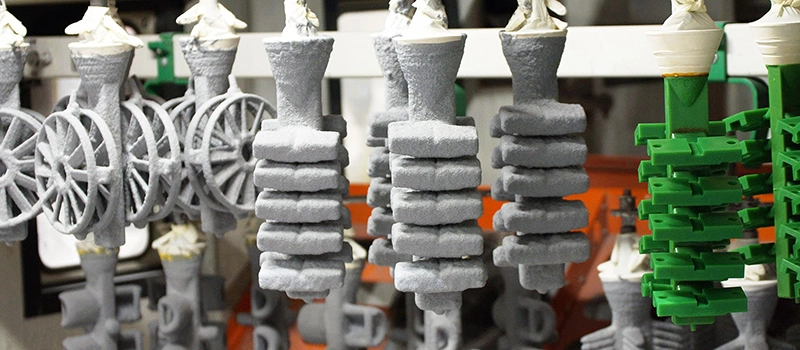
Casting Method Comparison – Investment Casting
In any serious casting method comparison, investment casting stands out as one of the most precise and versatile processes. Also called lost wax casting, it involves creating a wax model, surrounding it with ceramic shell material, then melting the wax out and pouring molten metal into the resulting cavity.
This method is widely used in industries that demand tight tolerances, complex geometries, and excellent surface finishes — such as aerospace, automotive, and medical applications.
Advantages of Investment Casting
- Exceptional dimensional accuracy
Investment casting delivers high-precision components with minimal machining. Tolerances can reach ±0.1 mm, making it ideal for components with tight dimensional requirements. - Excellent surface finish
The smooth ceramic mold surface allows castings to achieve fine finishes — typically Ra 1.6–3.2 µm — reducing or eliminating the need for post-processing. - Ability to produce complex geometries
Intricate internal cavities, undercuts, thin walls, logos, and text can all be produced directly from the wax pattern, with minimal limitations on design. - Material versatility
Suitable for a broad range of metals including stainless steel, carbon steel, aluminum, titanium, and superalloys, investment casting is especially valued for high-performance alloys.
Disadvantages of Investment Casting
- Higher production costs
The process requires multiple stages: wax injection, shell building, dewaxing, and firing. These steps increase both labor and time, making the method more expensive than others like sand casting. - Long lead time
Ceramic mold creation and shell curing require several days. This makes investment casting unsuitable for projects with tight delivery schedules. - Limited scalability for large parts
The ceramic shells used in investment casting are fragile and not ideal for casting very large components. Most applications are limited to small-to-medium-sized parts. - Complex process control
Each stage of the process requires strict quality monitoring — from wax pattern consistency to ceramic shell strength and molten metal flow — making it more technically demanding.
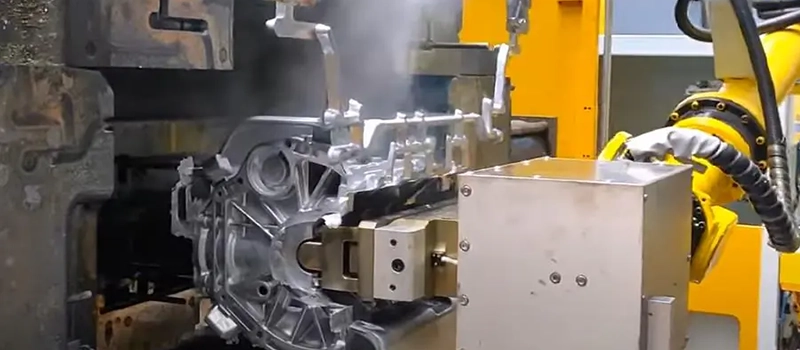
Casting Method Comparison – Die Casting
Die casting plays a central role in any casting method comparison, especially when speed, precision, and high-volume production are key requirements. It involves forcing molten metal into a hardened steel mold (called a die) under high pressure, typically between 70–120 MPa. Once cooled, the metal solidifies almost instantly, producing a high-accuracy, ready-to-use casting.
This process is widely used in industries such as automotive, electronics, lighting, and household appliances, especially for components made of non-ferrous metals like aluminum, zinc, and magnesium.
Advantages of Die Casting
- High dimensional accuracy and consistency
Die casting produces parts with tight tolerances and exceptional repeatability. In the casting method comparison, it’s one of the most precise mass-production techniques, with dimensional stability often within ±0.05 mm. - Excellent surface finish
Components made by die casting typically require little or no additional machining. The smooth surfaces reduce the need for polishing or grinding. - High-speed production
Because the molds are reusable and the cooling time is fast, die casting is ideal for high-volume runs. In this casting method comparison, it outperforms other techniques in terms of cycle time and productivity. - Compatibility with automation
Die casting is easily integrated into automated production lines, which improves quality control, reduces labor costs, and increases throughput.
Disadvantages of Die Casting
- High tooling cost
The steel dies used in die casting are expensive to manufacture and maintain. This makes it uneconomical for small production runs, especially in comparison to sand or investment casting. - Limited to low-melting-point metals
Die casting is typically used for aluminum, zinc, and magnesium alloys. It is not suitable for casting ferrous metals like steel or iron due to high melting temperatures that would damage the mold. - Potential for trapped air and porosity
In this casting method comparison, die casting is more prone to internal voids and gas porosity, which can weaken the part and reduce its weldability. - Size restrictions
Although highly efficient for small to medium-sized parts, die casting is not suited for producing large, heavy components due to equipment and die limitations.
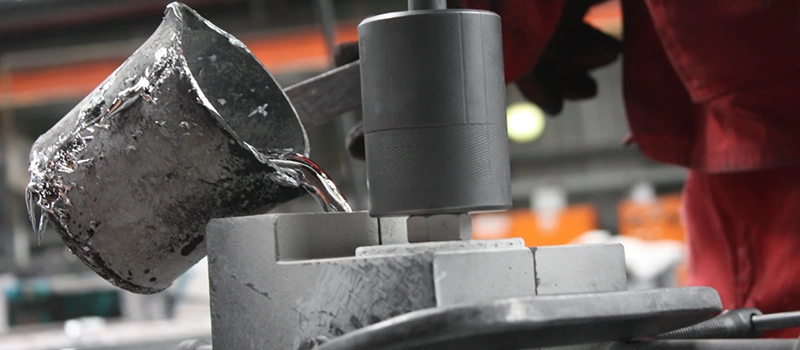
Casting Method Comparison – Low Pressure Casting
In the context of casting method comparison, low pressure casting stands out for its ability to produce high-quality aluminum alloy parts with excellent mechanical properties. Unlike die casting, where molten metal is forced into the mold at high speed, low pressure casting uses a mild pressure (usually 0.02–0.06 MPa) to gently push molten metal upward from a sealed crucible into the mold cavity.
This controlled filling process reduces turbulence and gas entrapment, making it a preferred method for structural parts in the automotive, aerospace, and machinery industries — especially aluminum wheels, suspension arms, and cylinder heads.
Advantages of Low Pressure Casting
- Superior metallurgical quality
Compared to other methods in this casting method comparison, low pressure casting produces parts with fewer gas porosities and shrinkage defects. The slow, controlled mold filling leads to a denser, more uniform structure. - Good surface finish and dimensional stability
Components made with this process generally have a smooth surface and maintain dimensional accuracy without extensive secondary processing. - Better mechanical properties
Due to reduced internal defects and slower solidification, parts produced by low pressure casting often demonstrate enhanced strength, fatigue resistance, and elongation. - Efficient use of metal
Because the metal is drawn from the bottom of the crucible, slag and surface impurities do not enter the mold, resulting in better casting quality and less material waste.
Disadvantages of Low Pressure Casting
- Slower cycle time
In the casting method comparison, low pressure casting is slower than high pressure die casting, making it less suitable for high-speed mass production. - Higher equipment and mold costs
While not as expensive as die casting tooling, low pressure casting still requires pressure-tight chambers, special furnaces, and reusable metal molds, which increases the upfront investment. - Limited to non-ferrous alloys
This process is most commonly used for aluminum and magnesium alloys. It is not applicable to ferrous metals due to the oxidation and temperature challenges in pressure chambers. - Size and design constraints
Although more flexible than die casting, low pressure casting still imposes some limitations on part complexity compared to sand or investment casting, especially when producing very large or intricate parts.
Casting Method Comparison – Permanent Mold Casting
Permanent mold casting is a gravity-based casting process where molten metal is poured into a reusable metal mold, typically made of steel or cast iron. In the overall casting method comparison, it sits between sand casting and high-pressure die casting — offering better surface finish and dimensional accuracy than sand casting, with lower cost and pressure requirements than die casting.
This process is widely used for producing medium-sized aluminum, magnesium, and copper alloy components, such as housings, fittings, and structural parts for automotive and electrical industries.

Advantages of Permanent Mold Casting
- Reusable molds reduce cost over time
Unlike sand casting, which requires a new mold for every part, permanent mold casting uses long-life molds that can produce hundreds or even thousands of parts — significantly reducing per-part cost in medium to high production volumes. - Better surface finish and dimensional accuracy
In this casting method comparison, permanent mold casting consistently delivers smoother surfaces and tighter tolerances than sand casting, often eliminating the need for post-casting machining or finishing. - Stronger and more uniform parts
Due to the rapid solidification within the metal mold, castings generally exhibit finer grain structure and improved mechanical properties such as higher tensile strength and better fatigue resistance. - Lower porosity
With proper gating and venting design, permanent mold casting results in fewer internal defects compared to die casting, especially when using gravity instead of high pressure.
Disadvantages of Permanent Mold Casting
- High initial tooling cost
The steel or iron molds are expensive to manufacture and modify, making this method unsuitable for prototypes or small production runs. - Limited to simple to moderately complex shapes
In this casting method comparison, permanent mold casting has less design flexibility than sand or investment casting. Complex geometries with undercuts or deep cavities are difficult to achieve. - Requires higher melting point tolerance in molds
Because the molten metal comes in direct contact with the metal mold, thermal fatigue is a concern. Molds must be engineered to handle repeated thermal cycling, which adds to cost and design complexity. - Not ideal for all alloys
While well-suited for aluminum and copper alloys, permanent mold casting is rarely used with ferrous metals due to mold wear and thermal shock risks.
Casting Method Comparison – Centrifugal Casting
Centrifugal casting is a specialized process in the casting method comparison, where molten metal is poured into a rotating mold. The centrifugal force pushes the metal outward against the mold wall, forming hollow, cylindrical components with high density and minimal impurities.
This method is primarily used for the production of pipes, bushings, rings, gear blanks, and other symmetrical components in industries such as oil and gas, transportation, and heavy equipment manufacturing.

Advantages of Centrifugal Casting
- Exceptional material density
Among all methods in this casting method comparison, centrifugal casting consistently delivers the most uniform and dense structures. The centrifugal force effectively eliminates gas bubbles and inclusions, resulting in parts with minimal porosity. - High mechanical strength
The fine grain structure formed by directional solidification gives components superior mechanical performance, including high tensile and fatigue strength. - Ideal for cylindrical and rotational parts
For parts like tubes, cylinders, and sleeves, centrifugal casting offers unmatched dimensional stability, concentricity, and material integrity. - Minimal material waste
The process uses only the required amount of metal and typically forms near-net shapes, reducing excess material and machining needs.
Disadvantages of Centrifugal Casting
- Limited to round or tubular geometries
In this casting method comparison, centrifugal casting has the narrowest design application. It cannot be used for irregular or complex-shaped components outside of axisymmetric forms. - High equipment and setup cost
Specialized rotating molds and machines are required. This increases capital investment, making the process impractical for small-scale or one-off production. - Skilled operation required
Accurate control of rotation speed, temperature, and pouring rate is critical. Improper parameters can lead to uneven wall thickness or internal flaws. - Mold wear and maintenance
The high-speed rotation and temperature cycling cause wear on the molds. Frequent inspection and maintenance are necessary, adding to operational costs over time.
Casting Method Comparison – Lost Foam Casting
Lost foam casting is a modern and innovative process in the casting method comparison lineup. It involves creating a full-density foam model of the part, coating it with refractory material, embedding it in sand, and then pouring molten metal directly into the mold. The foam vaporizes upon contact with the metal, allowing the cavity to be filled precisely.
This near-net-shape method is widely used in the automotive and heavy equipment industries for complex, large castings such as engine blocks, brackets, manifolds, and pump housings.

Advantages of Lost Foam Casting
- High design flexibility
Lost foam casting allows for the production of highly complex geometries, including internal passages, thin walls, and integrated assemblies that would otherwise require multiple parts. In this casting method comparison, it is one of the most versatile processes in terms of shape capability. - No need for cores or parting lines
Unlike traditional sand casting, lost foam eliminates the need for separate cores, reducing tooling complexity and improving accuracy. The absence of parting lines results in cleaner surfaces and fewer defects. - Cost-effective for complex parts
Because it consolidates multiple components into a single casting and minimizes machining needs, lost foam casting offers cost advantages for geometrically challenging parts in medium-to-large volume runs. - Minimal waste and material usage
Foam models are easy to manufacture and can be recycled. Additionally, precise metal usage and near-net-shape output reduce waste significantly.
Disadvantages of Lost Foam Casting
- Foam pattern handling is delicate
In this casting method comparison, lost foam casting has one of the most sensitive pattern-making processes. The foam models are fragile and easily damaged during handling or transportation. - High investment in pattern tooling
Although the foam itself is inexpensive, creating high-precision tooling for foam patterns involves significant upfront costs — making it unsuitable for low-volume production or prototypes. - Surface finish and dimensional variation
Depending on the foam material and coating quality, the final casting may have variations in surface texture and dimension, sometimes requiring additional processing. - Sand compaction requirements
Successful lost foam casting depends heavily on uniform sand compaction around the foam pattern. Any inconsistency can lead to distortion, incomplete filling, or surface defects.
Conclusion
In this casting method comparison, we’ve examined the advantages and disadvantages of seven of the most commonly used metal casting processes: sand casting, investment casting, die casting, low pressure casting, permanent mold casting, centrifugal casting, and lost foam casting.
Each method offers unique strengths and limitations — from sand casting’s low-cost flexibility to die casting’s high-speed precision, and from the density advantages of centrifugal casting to the geometric freedom of lost foam casting.
There is no single “best” casting process. The right choice depends on your product’s geometry, material requirements, production volume, surface finish needs, and budget. Understanding these trade-offs is essential for making informed, cost-effective manufacturing decisions.
This casting method comparison was created to help engineers, buyers, and manufacturers navigate those decisions with clarity.






