In today’s demanding manufacturing environment, Friction Stir Welding (FSW) stands out as a solid-state joining process that eliminates the need for melting, filler materials, or shielding gas. By utilizing a rotating tool that generates frictional heat and plastic deformation, FSW creates strong, consistent, and defect-free joints across a wide range of metals, including aluminum, copper, titanium, and stainless steel.
This innovative method offers unmatched advantages over traditional welding: minimal distortion, superior mechanical strength, low energy consumption, and compatibility with both similar and dissimilar materials. FSW reduces rework, shortens production cycles, and delivers exceptional weld quality — even in complex applications like aerospace, automotive, and rail systems.
The true benefit for manufacturers? A more reliable, efficient, and eco-friendly welding solution that supports tighter tolerances, improves structural integrity, and reduces long-term costs. Whether you’re tackling lightweight structures or thick-section industrial parts, understanding and applying friction stir welding could be the key to transforming your production capabilities.
In this ultimate guide, I’ll walk you through the essentials of FSW — from working principles and techniques to real-world applications and practical advantages. If you’re looking to stay ahead in the global metal fabrication industry, this is the place to start.
🧩 What Is Friction Stir Welding?
Friction Stir Welding (FSW) is a revolutionary solid-state joining process that has reshaped the way we think about welding metals. Unlike conventional fusion welding techniques, friction stir welding doesn’t require melting the base materials. Instead, it relies on mechanical friction and plastic deformation to produce a high-strength, defect-free bond between two metal surfaces.
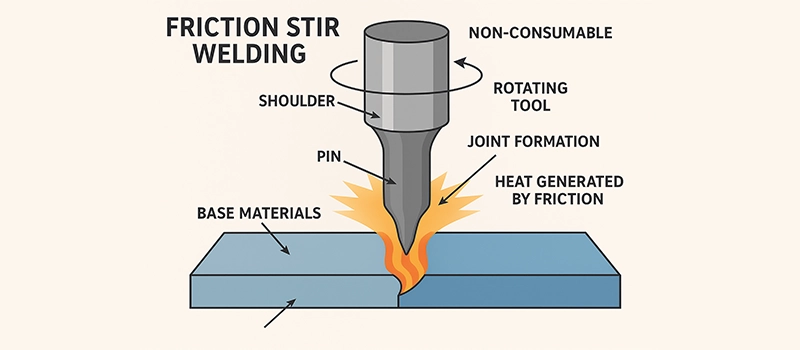
The process begins with a non-consumable rotating tool that features a specially designed shoulder and pin. As the tool plunges into the interface of two metal pieces (but doesn’t melt them), the friction between the tool and the material generates localized heat. This softens the metal around the pin, turning it into a plasticized zone. The rotating tool then stirs the softened material together and moves along the joint line, essentially “kneading” the two pieces into one seamless, continuous weld. Once the tool exits, the material cools down and solidifies, forming a strong metallurgical bond without porosity or cracking.
Friction stir welding is categorized as a solid-phase process, which means the materials are joined below their melting points. This is a major reason why the resulting welds are often stronger and more reliable than those produced by arc or gas welding. It’s especially effective for welding aluminum, copper, magnesium, and even dissimilar metals — combinations that are notoriously difficult using traditional fusion welding.
Because it avoids common issues like solidification cracking, voids, or porosity, friction stir welding is increasingly used in industries where weld strength, consistency, and longevity are mission-critical. Applications range from aerospace and automotive to railway systems, construction, and electronics.
To define friction stir welding more precisely:
“Friction stir welding is a solid-state process that joins materials through frictional heating, stirring, and forging action using a rotating tool without melting the base metals.”
This process is often referred to by various names, including:
- stir friction welding
- friction stir weld
- friction stir-welding
- FSW (friction stir welding)
Regardless of the terminology, the technology is changing how we design, fabricate, and build metal components — especially in applications where durability, heat sensitivity, and lightweight construction matter most.
⚙️ How Does Friction Stir Welding Work?
At its core, friction stir welding (FSW) is a solid-state joining technique that operates below the melting point of the materials being welded. It does not require filler metal, shielding gas, or any arc — instead, it uses frictional heat generated by a rotating tool to stir and forge materials together.
The process begins with a non-consumable rotating tool, which consists of a shoulder and a pin (or probe). This tool is pressed down at the joint between two metal components — typically arranged in a butt or lap configuration.
Here’s how the friction stir welding process unfolds:
- Tool Positioning and Plunge:
The rotating tool is aligned precisely at the joint line. As it rotates, it is plunged into the interface between the two pieces of metal. - Frictional Heating and Plasticizing:
The rotating shoulder and pin generate intense frictional heat, which softens — but does not melt — the material beneath. This softened area is referred to as the plasticized zone. - Material Stirring and Movement:
While maintaining axial pressure, the tool moves along the joint. The pin stirs the plasticized material from both sides together, resulting in dynamic mixing and forging of the joint. - Cooling and Solidification:
As the tool moves forward, the previously stirred material behind it cools and solidifies, forming a continuous, defect-free solid-state weld. - Tool Withdrawal:
Once the joint is completed, the tool is retracted, leaving behind a nugget zone — the central part of the weld with a fine, equiaxed grain structure that contributes to joint strength.
🧠 A Solid-State Process, Not Fusion
Unlike traditional fusion welding that melts base materials, friction stir welding avoids the liquid phase entirely. This difference is key to understanding its stir-based mechanism. The combination of pressure, friction, and mechanical stirring ensures that the materials are bonded through plastic flow — resulting in a true metallurgical weld formed in the solid state.
The process is highly repeatable, precise, and suitable for automated manufacturing environments, especially where joint integrity is critical.
💡 Techniques and Variants of Friction Stir Welding
As friction stir welding (FSW) has matured, a variety of specialized techniques and variants have evolved to address different industrial needs. While the core principle remains the same — joining materials through frictional heat and mechanical stirring — each variation is adapted to specific joint types, materials, or production goals.
Below are the most widely used and emerging types of friction stir welding that are transforming modern manufacturing:
🔩 1. Conventional Friction Stir Welding (FSW)
This is the standard technique used in butt and lap joints, particularly for aluminum alloys and soft metals. It involves a single rotating tool that traverses a linear joint path. This method is the foundation of all other variants and is widely used in automotive, shipbuilding, and railway applications.
⚙️ 2. Friction Stir Spot Welding (FSSW)
Instead of traveling along a seam, friction stir spot welding creates a localized weld at a single point. The rotating tool plunges into the workpiece and retracts, fusing a small area — ideal for overlapping joints in automotive body panels and electronics.
Because no additional filler is required and the heat input is localized, it provides low distortion and high speed joining for thin-gauge materials.
🔄 3. Refill Friction Stir Spot Welding (RFSSW)
An advancement over basic spot welding, refill friction stir spot welding solves one of the main limitations of FSSW — the keyhole left behind after tool withdrawal.
In RFSSW, the displaced material is mechanically refilled during the tool retraction phase, resulting in:
- A smooth, flush surface
- Better load-bearing capacity
- Improved fatigue performance
This method is increasingly used in aerospace structures and sealed assemblies where aesthetics and integrity are critical.
➕ 4. Additive Friction Stir Welding (AFSW)
Additive friction stir welding is a novel adaptation that brings together the principles of additive manufacturing (3D printing) and FSW. Instead of joining two pieces, AFSW builds up a component layer-by-layer by depositing and welding metal ribbons or sheets in solid state.
This technology is currently under exploration for:
- Rapid prototyping
- Repair of damaged components
- Manufacturing custom high-strength parts without fusion defects
🔁 5. Friction Stir Welding for Pipes and Curved Geometries
Though FSW started as a linear process, advances in robotic systems now allow welding along:
- Circular pipe joints
- Curved panels
- Non-linear seams
This opens up friction stir welding to oil & gas, aerospace ducting, and marine vessel applications.
🛠️ Specialized Equipment and Machine Types
Each variant requires purpose-built or modified equipment. Key developments in friction stir welding machine technology include:
- Gantry-type CNC systems for long welds
- Robotic arms for complex paths
- In-situ FSW heads for on-site repair and assembly
These machines are engineered to deliver precise control over rotation speed, plunge depth, and travel speed, which are essential for ensuring weld quality.
🔩 Materials Suitable for Friction Stir Welding
One of the biggest strengths of friction stir welding (FSW) lies in its material versatility. Because FSW is a solid-state process — meaning the materials don’t melt — it allows for stronger joints and less thermal distortion, even when working with materials that are traditionally difficult to weld.
In my years of experience in metal fabrication, selecting the right materials for FSW is critical to achieving optimal performance. Here’s a breakdown of the most commonly used and experimentally proven materials for friction stir welded joints.
🥇 Aluminum and Aluminum Alloys
Friction stir welding aluminium is by far the most widely adopted use case in industry. Aluminum’s relatively low melting point, high thermal conductivity, and ductility make it an ideal match for the FSW process.
Whether you’re working with:
- 6000 or 7000 series aluminum alloys
- Cast aluminum components
- Sheet aluminum for automotive panels or structural applications
FSW can produce welds with:
- Superior fatigue strength
- Minimal distortion
- Excellent corrosion resistance
It’s no surprise that friction stir welding of aluminium alloys is now standard in the automotive, aerospace, and rail transportation sectors.
🧪 Dissimilar Metals
One of the more advanced and exciting applications of FSW is its ability to join dissimilar metals — combinations that would typically fail under traditional welding due to differences in melting point, thermal expansion, or chemical reactivity.
Successful examples include:
- Aluminum to Steel
- Aluminum to Copper
- Aluminum to Magnesium
These joints are made possible by:
- Lower peak temperatures (no melting)
- Minimal intermetallic compound formation
- Improved mechanical interlocking at the interface
This has opened doors in battery enclosures, electric vehicle components, and electronics where lightweight and conductive materials must be joined together seamlessly.
🧲 Copper and Its Alloys
Although copper has high thermal conductivity and can be challenging to weld using conventional fusion methods, friction stir welding copper is a highly effective solution.
Applications include:
- Electrical connectors
- Bus bars
- Heat exchangers
Thanks to the low heat input and no oxidation, the resulting welds are:
- Electrically conductive
- Strong and crack-free
- Free from porosity or hot cracking
🔩 Stainless Steel and Other Ferrous Alloys
Welding stainless steel using FSW is less common than aluminum, but it’s gaining popularity in specific sectors like:
- Defense
- Shipbuilding
- Cryogenic systems
It requires:
- Special tool materials (tungsten-based or polycrystalline boron nitride)
- High axial forces and robust clamping
When done correctly, friction stir welding stainless steel produces joints with superior tensile strength and minimal defects compared to arc welding.
🛡️ Titanium and High-Performance Alloys
Titanium’s high melting point and chemical reactivity make it one of the most difficult metals to weld — yet friction stir welding titanium has shown promising results in:
- Aerospace structures
- Medical implants
- High-performance automotive parts
Benefits include:
- No need for shielding gas
- Reduced oxidation
- Improved fatigue resistance
🏭 Industrial Applications of Friction Stir Welding
In today’s competitive manufacturing world, friction stir welding applications span multiple industries — from automotive and aerospace to rail, defense, and even electronics. The ability to produce high-integrity, low-defect joints without melting the base materials makes FSW ideal for mission-critical and cost-sensitive applications.
Here’s how friction stir welding is used in real-world industrial settings, and why more manufacturers are turning to this advanced joining technique over traditional methods.

🚗 Automotive Industry
The automotive sector has embraced friction stir welding automotive applications, particularly in the era of lightweighting and electric vehicles. FSW is used extensively for:
- Aluminum chassis and structural panels
- Battery enclosures in EVs
- Bumper beams, crash boxes, and door frames
- Heat exchangers and cold plates
Key benefits:
- Improved crash resistance due to stronger joints
- Weight reduction without compromising structural integrity
- High productivity and repeatability on robotic lines
✈️ Aerospace Industry
In aerospace, where safety, strength, and weight are mission-critical, friction stir welding aerospace applications have become increasingly common.
Aircraft manufacturers use FSW to join:
- Wing panels
- Fuselage skin
- Fuel tanks and pressure vessels
- Cryogenic rocket components
The process ensures:
- Minimal porosity and weld defects
- High fatigue strength under cyclic loading
- Precise dimensional tolerances
Moreover, refill friction stir spot welding is being explored for assembling lightweight structures in modern aircraft designs.
🚄 Rail and Shipbuilding
In railcars and shipbuilding, long linear welds are required for components like:
- Train car panels
- Marine hull sections
- Deck plates
- Interior bulkheads
FSW enables:
- High-speed welding of aluminum and magnesium alloys
- Long, continuous welds with low distortion
- Increased corrosion resistance in marine environments
These industries value FSW friction stir welding for its mechanical reliability, dimensional stability, and low post-processing requirements.
🔋 Electrical and Thermal Systems
Thanks to its ability to join dissimilar metals, FSW is increasingly used in thermal management and power distribution systems:
- Friction stir welding copper and aluminum for busbars
- Cold plate assemblies in electronics cooling
- Conductive paths for battery modules
These joints require strong metallurgical bonds with excellent thermal and electrical conductivity — areas where traditional welding often fails.
🛠️ Emerging Applications
Other exciting friction stir welding applications in industry include:
- Pressure vessels and oil & gas pipelines
- Defense and armored vehicle manufacturing
- Medical-grade titanium parts
- 3D additive builds using additive friction stir welding
With the development of portable FSW heads and robotic systems, on-site welding and repair are also becoming viable, further expanding its reach.
🆚 FSW vs Traditional Welding: What’s the Difference?
When choosing a welding method, it’s important to understand how friction stir welding (FSW) compares to traditional techniques like fusion welding (e.g., MIG, TIG) and friction welding. Each method has its own set of strengths and limitations — and your application, materials, and production requirements will determine the right fit.
Here’s a quick comparison:
| Feature | Friction Stir Welding (FSW) | Fusion Welding (MIG/TIG) | Friction Welding (FRW) |
|---|---|---|---|
| Heat Source | Friction + mechanical stirring (solid-state) | Electric arc (melts material) | Frictional heat (no stirring) |
| Material Melting? | ❌ No | ✅ Yes | ❌ No |
| Filler Material Required? | ❌ No | ✅ Often required | ❌ No |
| Shielding Gas? | ❌ No | ✅ Yes (usually) | ❌ No |
| Joint Strength | Very high (fine-grained weld) | Medium–High (depends on quality) | High (limited to round parts) |
| Distortion/Cracks | Minimal | Moderate to high (depends on cooling) | Low |
| Dissimilar Metals? | ✅ Yes (limited by compatibility) | ❌ Very difficult | ❌ Limited |
| Surface Finish | Smooth, flush surface | Irregular, needs post-processing | Good |
| Applications | Aerospace, Automotive, Marine | General fabrication | Axles, rods, pipes (cylindrical parts) |
🔍 Detailed Breakdown
Friction Stir Welding vs Friction Welding
Many confuse these two because both are solid-state processes — but the difference between friction welding and friction stir welding lies in the mechanism:
- Friction welding (FRW) involves rotating one part against another under pressure — often used for round or cylindrical parts like drive shafts or axles.
- Friction stir welding, however, uses a rotating tool to stir and forge materials together — suitable for flat sheets, pipes, and complex geometries, not just round shapes.
FSW vs MIG/TIG (Fusion Welding)
Traditional fusion welding techniques melt the base materials to form the joint. This can introduce:
- Heat-affected zones (HAZ)
- Cracking or porosity
- Residual stress and distortion
In contrast, friction stir welding:
- Avoids melting
- Reduces defect rates
- Offers better repeatability
- Requires less post-weld processing
This makes it especially valuable in high-precision sectors like aerospace, automotive, and electronics.
So, if your project demands high-strength, low-defect, and heat-sensitive welding, friction stir welding is often the smarter choice — especially where dissimilar materials are involved or where joint integrity must last under stress.
✅ Advantages of Friction Stir Welding
When it comes to joining metals in modern manufacturing, friction stir welding (FSW) offers a range of technical and operational advantages that traditional methods simply can’t match. Whether you’re welding aluminum, copper, or dissimilar metals, or working on critical parts for aerospace or EVs, the benefits of FSW make it a go-to solution for high-performance applications.
As someone with years of hands-on experience in fabrication, I can confidently say: once a manufacturer integrates FSW into their workflow, it’s difficult to go back.
🔒 1. Stronger, Defect-Free Welds
Unlike fusion welding, which melts materials and often results in:
- Cracks
- Voids
- Porosity
Friction stir welded joints are formed in the solid state, leading to:
- Fine-grained microstructure
- Superior mechanical strength
- Improved fatigue resistance
🔥 2. Low Heat Input = Minimal Distortion
Because FSW operates below melting temperature, it generates:
- Less residual stress
- Minimal warping or deformation
- Better dimensional control
This is particularly valuable when working with aluminium alloys, which are highly prone to heat-induced distortion under MIG or TIG welding.
♻️ 3. Environmentally Friendly and Energy-Efficient
No filler materials. No shielding gases. No slag.
The process is clean, quiet, and uses less energy than arc-based techniques. This aligns with growing industry demands for eco-friendly production and sustainable manufacturing practices.
🤝 4. Welds Dissimilar Metals with Ease
FSW can join metals that traditional welders shy away from, including:
- Aluminum to copper
- Aluminum to steel
- Magnesium to aluminum
Because the materials are not melted, issues like brittle intermetallic compound formation are minimized. This enables manufacturers to combine lightweight and conductive materials for innovative product designs.
🔧 5. Ideal for Automation and Mass Production
Friction stir welding is:
- Highly repeatable
- Easily integrated into robotic systems
- Consistent in quality
That makes it ideal for sectors like automotive and railway, where thousands of identical joints are required on production lines — all with minimal post-processing.
🧼 6. Smooth Surface Finish and Low Post-Weld Processing

Because the process involves forging, not melting, the weld surface is often:
- Flush and smooth
- Free of spatter or weld bead
- Ready for painting or coating with little cleanup
This reduces post-weld finishing time and labor costs.
⚠️ Disadvantages and Challenges of FSW
Despite the many advantages of friction stir welding, no process is perfect. In my professional experience, understanding the disadvantages of friction stir welding helps manufacturers make informed decisions about equipment investment, part design, and process selection.
Here are the primary limitations and challenges associated with FSW — and what they mean for real-world production.
🧱 1. Not Suitable for All Materials
FSW works exceptionally well with:
- Aluminum alloys
- Magnesium
- Copper
- Some stainless steels
However, it struggles or becomes impractical when working with:
- High-carbon steels
- Cast iron
- Superalloys with very high melting points or low ductility
These harder or brittle materials require excessive tool wear resistance or high forces, making the process less efficient or infeasible.
⚙️ 2. Specialized and Costly Equipment
Setting up an effective friction stir welding system requires:
- Precision CNC or gantry machines
- Force control systems
- Custom tool design
The initial equipment cost is typically higher than for MIG or TIG welding, especially if:
- High-strength tool materials (e.g., tungsten-carbide or PCBN) are needed
- Robotic integration is required
For low-volume production, this investment may not be justified — although for high-volume or mission-critical work, the long-term benefits usually outweigh the cost.
📐 3. Joint Geometry Limitations
FSW is best suited for:
- Linear welds
- Lap and butt joints
- Simple to moderately curved paths
But it’s less flexible for:
- Complex geometries
- Tight corners or blind joints
- Thin-walled or intricately shaped assemblies
While robotic systems and multi-axis machines are improving, there are still design constraints compared to arc welding.
🧰 4. Tool Wear and Maintenance
Although non-consumable, FSW tools still face wear over time — especially when welding:
- Harder materials like titanium or stainless steel
- Thicker sections
Tool maintenance, monitoring, and replacement need to be factored into production planning, particularly in high-speed operations.
🧑🏭 5. Skilled Setup and Parameter Control Required
FSW may not require a highly skilled welder with a torch — but it does require:
- Precise machine setup
- Tool design expertise
- Parameter optimization (rotation speed, travel speed, tool angle, etc.)
If the process parameters are off, it can lead to:
- Lack of penetration
- Tool fracture
- Defective weld nugget zones
Despite these challenges, most can be overcome with proper planning, modern FSW machines, and process expertise. In most high-volume applications, the benefits still far outweigh the drawbacks — especially when weld quality, repeatability, and material compatibility are top priorities.
✅ Conclusion
Friction stir welding has proven itself as a reliable, efficient, and high-performance joining method for modern manufacturing. From its ability to weld dissimilar metals to its unmatched joint strength, FSW continues to reshape how industries approach fabrication. For manufacturers seeking cleaner processes and stronger results, friction stir welding is not just an option — it’s the future.






