Precision requirements are rising across industries. But conventional casting often struggles with shrinkage, porosity, and weak dimensional control—especially in thin-walled or high-load parts. Manufacturers facing inconsistent casting outcomes, excessive machining, or strength limitations need a more reliable solution.
Semi-solid die casting offers that solution by combining the benefits of casting and forging. Using metal in a partially solidified state, the process improves flow characteristics, reduces internal stress, and enhances dimensional accuracy. As noted by the North American Die Casting Association (NADCA), “Semi-solid casting processes offer mechanical properties approaching those of forgings with significantly improved consistency over traditional die casting.”
By utilizing a thixotropic slurry injected at controlled pressure and temperature, semi-solid die casting creates more stable, high-performance components with fewer defects. This hybrid method has become an increasingly important technology in automotive, aerospace, and electronics applications—especially where weight reduction, precision, and strength are non-negotiable.
Understanding Semi-Solid Die Casting
What is Semi-Solid Die Casting
Semi-solid die casting is a metal forming process that uses alloys in a semi-solid state to produce precision components. Unlike conventional die casting, which uses fully molten metal, this method injects a thixotropic slurry—a mixture that is partially solid and partially liquid—into a die. The result is a component with improved dimensional stability, lower porosity, and stronger mechanical properties.
The key advantage of semi-solid die casting is the unique flow behavior of the material. Because the metal is not fully liquid, it flows under pressure without turbulence and fills the mold more evenly. This greatly reduces common casting issues such as air entrapment, shrinkage cavities, and hot tearing. The process enables tight tolerance control while maintaining the mechanical strength of forged parts.
Semi-solid die casting is widely used in industries that demand high precision, including automotive, aerospace, medical devices, and consumer electronics. It supports the production of complex shapes with thin walls and fine details, where conventional casting methods may fall short.
Hybrid Nature of the Process
Semi-solid die casting combines the characteristics of both die casting and forging. From die casting, it inherits the ability to create near-net shapes with high production efficiency. From forging, it gains strength and structural reliability through uniform solidification and reduced internal defects.
The process takes place at temperatures between the liquidus and solidus points of the alloy, typically resulting in 30% to 60% solid fraction. This allows the slurry to behave like a thick paste, reducing flow velocity and improving mold filling accuracy. The combination of solid and liquid phases creates an ideal condition for forming parts that require high strength, minimal warpage, and superior surface finish.
Because the material is only partially melted, less heat is transferred to the mold during injection. This results in lower thermal stress on the tooling, longer die life, and improved energy efficiency compared to fully molten methods.
Thixotropy and Its Role
A central feature of semi-solid die casting is thixotropy. This refers to the material’s ability to become less viscous under shear stress and return to a more solid state when the stress is removed. In practical terms, this means the metal slurry flows more easily during injection but solidifies quickly and uniformly once in place.
Thixotropic behavior reduces the chances of turbulent flow inside the mold, helping maintain the integrity of the part. It also leads to fewer surface defects and improves filling of thin or complex features. As a result, components produced through semi-solid die casting often require less post-processing and meet dimensional specifications more consistently.
The process is especially effective when producing parts that will be used in high-performance systems, where even minor defects could lead to failure or compromise.
Thixocasting and Rheocasting Methods
There are two major process routes within semi-solid die casting: thixocasting and rheocasting. Both achieve the same goal—maintaining the metal in a semi-solid state—but use different starting points and techniques.
Thixocasting begins with specially cast billets that have a uniform microstructure. These billets are reheated to the semi-solid temperature range before being injected into the die. This method offers excellent process control and repeatability, making it suitable for high-volume, precision-critical production.
Rheocasting, on the other hand, starts from molten metal. It involves cooling the alloy while stirring it to form solid particles within the liquid phase. The slurry is then injected immediately into the mold. Rheocasting is more flexible in terms of alloy selection and can be integrated with standard foundry operations, but it requires tight control of temperature and stirring conditions.
Both methods are compatible with aluminum and magnesium alloys and can be selected based on production scale, part complexity, and cost considerations.
The Semi-Solid Casting Process in Detail
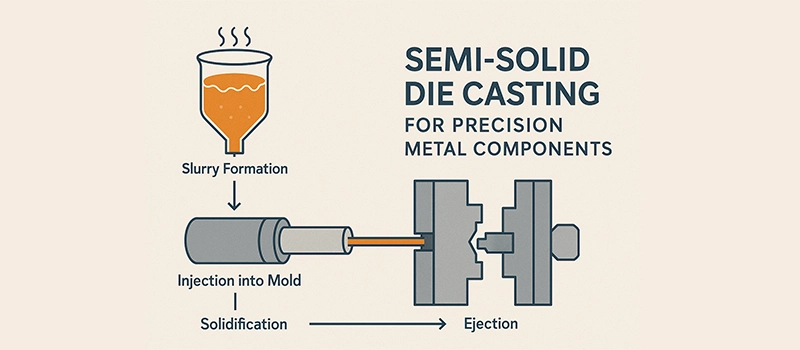
Overview of Process Flow
Semi-solid die casting follows a carefully controlled sequence of stages designed to transform metal into a usable, semi-solid state and inject it into a mold with precision. The key stages include slurry preparation, injection, solidification, and ejection. Each stage has unique parameters that directly affect part quality, cycle time, and process repeatability.
Unlike traditional high-pressure die casting, where molten metal is forced into the die at high velocity, semi-solid die casting focuses on stability, uniformity, and reduced turbulence during mold filling. Lower injection temperatures and slower filling speeds contribute to longer tool life and more consistent casting results.
Slurry Preparation and Control
The first step in semi-solid die casting is forming the metal slurry. The target is a controlled mixture where the solid fraction typically ranges from 30% to 60%. This range allows the alloy to remain semi-solid, which is essential for thixotropic flow behavior during injection.
Thixocasting Slurry Method
Thixocasting begins with specially cast billets produced using continuous casting methods. These billets are designed with a uniform, non-dendritic microstructure, which allows predictable behavior upon reheating. The billets are heated in a controlled furnace to reach the semi-solid temperature window and then transferred to the injection system.
This method offers excellent consistency, making it ideal for mass production runs where alloy behavior must remain stable across hundreds or thousands of parts.
Rheocasting Slurry Method
Rheocasting starts with liquid metal in the molten state. The metal is cooled under controlled agitation, often using mechanical stirring or electromagnetic fields, until the desired solid fraction is achieved. This slurry is then directly fed into the die casting machine for injection.
Rheocasting is more flexible and cost-effective since it doesn’t require billet preparation. However, it also demands tighter thermal control to ensure microstructural uniformity during slurry formation.
Injection Into the Die
Once the semi-solid slurry is ready, it is injected into the die cavity using a cold chamber die casting machine modified for semi-solid applications. The metal flows into the mold at a slower, more controlled rate compared to traditional casting.
Controlled Filling Behavior
Due to its thixotropic nature, the slurry flows smoothly under pressure, reducing air entrapment, turbulence, and oxidation. These advantages significantly reduce the risk of porosity and cold shuts. Mold filling is more uniform, especially around thin walls or complex geometries.
Lower Temperature Injection
Injection temperatures are typically 100–150°C lower than in traditional die casting. This reduces thermal fatigue on the die, extends mold life, and lowers the energy demand of the process. The reduced heat also minimizes the formation of flash and other surface defects.
Solidification and Cooling
After injection, the remaining liquid fraction in the slurry solidifies quickly within the die. Since a significant portion of the material is already solid, the solidification process is more stable and involves less shrinkage.
Dimensional Stability
The reduced shrinkage ensures better dimensional accuracy and repeatability. Parts cast using semi-solid die casting often meet near-net shape requirements, reducing or eliminating the need for secondary machining.
Microstructure Benefits
The controlled cooling conditions promote a fine, globular grain structure, which improves mechanical properties such as strength, ductility, and fatigue resistance. The final part exhibits superior structural integrity compared to parts made from fully molten metal.

Ejection and Final Handling
Once the part is fully solidified, it is ejected from the die using standard ejection systems. The low stress within the material minimizes the chance of cracking or warping during this stage.
Faster Cycle Times
Although the injection is slower, the reduced heat input and faster solidification result in shorter overall cycle times. This makes semi-solid die casting a competitive option for high-volume production where quality and throughput must be balanced.
Surface Finish and Post-Processing
Because of the low-turbulence filling and fine microstructure, the cast surfaces are smoother, and critical dimensions are more consistent. Many parts require minimal to no post-processing, reducing downstream costs.
Process Monitoring and Equipment Needs
Semi-solid die casting requires dedicated process control to manage the narrow operational window. Temperature, solid fraction, and injection pressure must be constantly monitored. Advanced control systems and sensors are used to ensure repeatable quality from one cycle to the next.
While equipment costs and technical requirements are higher than conventional casting, the benefits in quality, precision, and tool life often outweigh the initial investment for manufacturers targeting high-performance or safety-critical applications.
Advantages of Semi-Solid Die Casting Over Conventional Casting
Improved Dimensional Accuracy
One of the key advantages of semi-solid die casting is its ability to produce parts with exceptional dimensional precision. Because the alloy is injected in a semi-solid state, it flows in a controlled and stable manner without turbulent movement. This leads to more predictable mold filling, minimal deformation, and reduced variation between parts.
Tighter Tolerances
The reduced flow velocity and improved form stability during injection allow complex features, thin walls, and tight corners to be formed with minimal flash or distortion. The resulting components meet near-net shape criteria, helping to reduce or eliminate costly secondary machining.
Consistency Across Production Runs
Since the process relies on precise control of temperature and solid fraction, repeatability is high. Once parameters are established, semi-solid die casting maintains those values with less variability, which is critical for industries that demand uniform quality across large volumes.
Reduced Porosity and Internal Defects
Porosity is a common concern in traditional die casting, often caused by trapped air, shrinkage during cooling, or gas generation in the mold cavity. Semi-solid die casting addresses these issues through its low-turbulence flow behavior and reduced injection temperature.
Low Gas Entrapment
The thixotropic slurry flows slowly and smoothly, greatly reducing the risk of gas entrapment. With less turbulence and better flow predictability, air bubbles and voids are minimized, leading to better mechanical strength and improved pressure tightness.
Lower Shrinkage
Because the metal enters the mold already partially solid, the amount of shrinkage that occurs during cooling is significantly reduced. This contributes to overall dimensional integrity and enhances the sealing performance of cast components.

Superior Mechanical Properties
Parts produced through semi-solid die casting exhibit mechanical characteristics that closely approach those of forged components. The fine, non-dendritic grain structure formed during solidification plays a central role in this performance boost.
Higher Strength and Fatigue Resistance
The controlled cooling and globular microstructure create castings with improved tensile strength and fatigue resistance. This makes semi-solid die casting ideal for structural applications and load-bearing parts, where long-term performance and safety are essential.
Improved Ductility
Semi-solid cast parts show better elongation values compared to conventional castings, offering enhanced resistance to cracking or sudden failure in dynamic environments.
Longer Die Life and Lower Tooling Cost Over Time
Due to lower injection temperatures, the thermal stress imposed on die components is significantly reduced. This translates into longer tool life and fewer maintenance cycles.
Thermal Fatigue Reduction
Tooling in traditional die casting suffers from repeated heating and cooling cycles, which leads to thermal cracking and premature wear. In semi-solid die casting, the reduced heat exposure protects die surfaces, resulting in greater tooling reliability.
Cost Benefits Over Time
While initial equipment costs may be higher, the reduction in tool wear, rework, and scrap rates lowers the overall cost per part in high-volume production.
Surface Finish and Aesthetic Quality
Parts produced using semi-solid die casting typically have a smoother surface with fewer surface-related defects. The low turbulence and consistent solidification reduce oxide formation, misruns, and flash buildup.
Less Post-Processing
Because the parts come out closer to final shape and surface specifications, the need for surface grinding, polishing, or machining is reduced. This saves time and reduces handling, especially in applications requiring tight visual or tolerance standards.

Materials and Alloys for Semi-Solid Casting
Suitable Alloys for the Process
Semi-solid die casting works best with non-ferrous alloys, particularly those based on aluminum and magnesium. These materials offer excellent strength-to-weight ratios, corrosion resistance, and workability in a semi-solid state.
Aluminum alloys such as A356, A357, and 319 are commonly used due to their stable solidification behavior and availability in both thixocasting and rheocasting routes. Magnesium alloys like AZ91D and AM60 are preferred in lightweight applications, especially in automotive and electronics.
Alloy Behavior in Semi-Solid Form
In the semi-solid state, the alloy must retain a globular microstructure, avoiding dendritic solidification that could affect flow and part quality. The chosen alloy must support a stable solid fraction range, typically between 30% and 60%, and respond well to temperature control and shear during slurry formation.
Alloy selection depends on mechanical requirements, corrosion environment, thermal performance, and compatibility with post-processing or coating.
Applications of Semi-Solid Die Casting
Automotive Industry
Semi-solid die casting is increasingly used in automotive manufacturing, particularly for structural and suspension components such as control arms, steering knuckles, and brackets. The method enables complex shapes with tight tolerances, which helps reduce vehicle weight while maintaining performance and safety standards.
Aerospace and Electronics
In aerospace, lightweight, high-strength components benefit from the uniformity and dimensional accuracy provided by semi-solid die casting. Similarly, electronics and telecom industries use this process to manufacture enclosures and heat-dissipating parts with intricate designs and precise geometries.
Emerging Markets and Trends
As electric vehicles, drones, and medical devices demand lighter and more reliable parts, semi-solid die casting offers a viable solution. Its ability to reduce defects, improve material utilization, and enable net-shape production makes it attractive in sectors pushing for efficiency and miniaturization.
Conclusion
Semi-solid die casting offers manufacturers a balanced solution for producing complex, high-precision metal components. By combining the advantages of casting and forging, this method enhances dimensional control, reduces defects, and supports efficient, repeatable production—making it ideal for today’s quality-focused and performance-driven industries.






