Ejector marks are a frequent concern in metal part manufacturing. These surface marks form when ejector pins push the part out of the mold, often leaving round or rectangular impressions. In precision applications, ejector marks can affect both surface quality and dimensional tolerance.
According to ISO 20430:2020, proper control of ejector marks is essential for ensuring product conformity and minimizing secondary processing.
While ejector marks are often unavoidable in molded or cast metal components, their severity and visibility can vary widely depending on the production method, material type, and mold design. Not all ejector marks are considered defects; many are within acceptable industry tolerances. However, when they interfere with function, assembly, or aesthetics, further analysis and correction are required. Manufacturers and engineers must evaluate the presence of ejector marks based on end-use requirements, cost implications, and quality standards.
Definition of Ejector Marks
What Are Ejector Marks
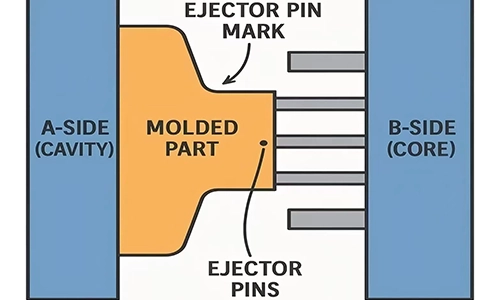
Ejector marks are surface impressions left on a metal or plastic part after it is removed from a mold. These marks are created when ejector pins apply force to the cooled part to push it out of the cavity. Ejector marks are typically circular or rectangular in shape and can vary in depth, texture, and visibility depending on the molding or casting process used.
In metal parts manufacturing, ejector marks are a natural byproduct of the ejection phase. While they are not always considered defects, they are closely monitored because they affect surface quality, tolerances, and sometimes performance.
Where Ejector Marks Appear
Ejector marks usually appear on the non-functional surfaces of a component—areas where the applied ejection force does not interfere with fit, assembly, or performance. These marks are commonly found on flat or broad sections of cast or molded parts, often at points symmetrical to the mold layout.
Their location is determined during the mold design phase, with engineers choosing areas that balance ejection efficiency with minimal aesthetic impact. Improper placement can lead to deformation, visible blemishes, or even warping.
Visual Characteristics of Ejector Marks
Most ejector marks are visible as slight depressions or polished spots on the surface. In some cases, they may appear as raised rings or scuff areas, especially if the ejector pin was not flush with the parting line. Surface hardness, mold temperature, and ejection force all influence the final appearance.
In high-volume production, repeated ejector mark patterns are consistent across parts, making them predictable and easier to control through process adjustment. However, inconsistency may point to pin wear, misalignment, or uneven cooling.
Are Ejector Marks Always a Problem
Not necessarily. Ejector marks are expected in both die casting and injection molding. Many industrial and commercial standards allow for certain types of ejector marks within defined limits. Acceptability depends on function, visibility, and whether the mark affects the part’s purpose.
For example, in components used internally or in rough industrial environments, ejector marks may be considered harmless. On the other hand, in consumer products or parts requiring sealing surfaces, even minimal marks may be unacceptable.
How Ejector Marks Are Formed
The Role of Ejection in Metal Molding
In casting and injection molding, the ejection stage is the final phase of the production cycle. After the molten metal solidifies inside the mold cavity, the mold opens, and mechanical ejector pins push the finished part out of the cavity. This force is necessary to release the part from the mold but often leaves behind ejector marks as a result of direct contact.
Why Ejector Marks Appear
Ejector marks form when localized force is applied by the ejector pins onto the surface of the part. This force can compress, scratch, or slightly deform the surface, especially if the pin’s position, shape, or movement is not properly optimized. Even in a well-aligned system, the difference in pressure, temperature, and part geometry may result in slight marking.
Material Behavior During Ejection
The behavior of the material at the moment of ejection also plays a key role. If the metal is still warm and not fully rigid, the surface is more likely to deform under pressure from the ejector pins. On the other hand, if the part has cooled too much, more force is needed to eject it, which again increases the risk of more pronounced ejector marks.
Mold Surface and Pin Finish
The surface finish of both the mold cavity and the ejector pin can also contribute to the formation of ejector marks. Rough or uneven pin surfaces can drag across the part as it is ejected, leaving scuffs or lines. Additionally, any misalignment between the pin and the mold cavity can create offset marks or cause local deformation.
Design and Process Factors That Increase Risk
Several factors can increase the likelihood and severity of ejector marks during part removal:
- High ejection force: Excessive force can leave deep impressions, especially in softer materials.
- Pin location and diameter: Poorly positioned or undersized pins can concentrate stress in small areas.
- Uneven cooling: If one part of the mold cools faster, it can cause the part to stick and resist ejection.
- Lack of draft angle: Parts without a proper draft are harder to release, requiring greater force during ejection.

Summary of Ejection-Induced Surface Effects
Ejector marks are not accidental. They are the result of physics, tooling design, and process settings working together. Understanding how these marks form is essential for reducing their appearance and ensuring that they remain within acceptable quality limits.
Common Types of Ejector Marks
Classification Based on Shape and Severity
Ejector marks are not all the same. They vary in size, shape, location, and impact on the final part. Understanding the different types of ejector marks helps engineers diagnose the source of the issue and select the appropriate corrective action.
Most ejector marks can be classified into a few general categories based on their geometry and how they interact with the part’s surface.
Circular Ejector Pin Impressions
Circular marks are the most frequently observed type. These are caused by round ejector pins that press against the part during removal. They appear as shallow, symmetrical circles and are often found on the non-aesthetic side of the part.
Causes and Appearance
These marks usually form when the pin is flush or slightly recessed with the surface of the mold. If the pin is not level, or if there is excess pressure during ejection, the resulting mark may be deeper or uneven.
Relevance in Production
Circular ejector marks are often acceptable when located in hidden areas or where cosmetic finish is not required. However, if the marks appear on visible or sealing surfaces, they may require polishing or other finishing.
Rectangular or Flat Spot Ejector Marks
Some molds use rectangular or flat-faced ejector pins, especially for larger or more complex parts. These marks are often longer and may appear as small flattened zones on the surface.
Mechanical Origins
The shape and orientation of the pin contribute to this kind of ejector mark. When flat ejector pins are not perfectly aligned or exert inconsistent pressure, they can leave uneven surface patches or material distortion.
Drag Marks and Scuffing
Drag marks occur when the ejector pin is not smoothly retracted or when the part moves slightly during ejection. These are usually linear scratches or streaks that run across the part’s surface.
Common Causes
- Rough pin surface finish
- Delayed pin movement during ejection
- Sticky areas within the mold cavity
- Inadequate lubrication or release agent
Drag marks are less about pin shape and more about motion, friction, and interaction between part and tooling.
Burnished or Polished Marks
In some cases, ejector marks appear as glossy or shiny spots on an otherwise matte or textured surface. These are called burnished marks and are a result of friction polishing caused by the ejector pin.
Surface Finish Effect
Although burnished ejector marks are often shallow, they stand out due to their reflective contrast. These are typically found in aluminum die castings or other soft alloys with a natural surface grain.
Deep Indentation Marks
When excessive force is applied during ejection, the result may be a deep ejector mark. These indentations not only impact appearance but may also affect wall thickness or functional geometry.
When They Become a Defect
Deep marks are often outside acceptable tolerance and must be corrected. They can lead to part failure during use, especially if they compromise stress-bearing areas or introduce weak points.
Variability Across Processes
Each manufacturing method introduces its own ejector mark tendencies. For example:
- Die casting may show more burnished and flat marks due to mold pressure.
- Injection molding in plastics often results in circular marks but fewer drag defects.
- Sand casting rarely shows ejector marks unless hybrid ejection systems are used.
Understanding the typical types and patterns of ejector marks helps in both identifying issues and selecting design or process improvements.
Materials Most Prone to Ejector Marks
Why Material Selection Matters
The type of material used in metal casting or molding significantly influences the visibility and severity of ejector marks. Some metals are more susceptible due to their hardness, ductility, and thermal properties. Understanding material behavior during ejection is critical to predicting how ejector marks will appear and how difficult they will be to control.
Soft Alloys and Their Vulnerability
Aluminum Alloys
Aluminum is one of the most commonly used metals in die casting, but it is also prone to ejector marks. Due to its relatively low hardness and excellent thermal conductivity, aluminum parts often cool rapidly and solidify with smooth surfaces. However, this softness means that any excessive force or rough ejector pin surface can easily leave an impression.
In thin-wall aluminum parts, ejector marks may also appear as slight indentations that can affect flatness or alignment. High-pressure die casting can exacerbate this if the pin design is not optimized.
Zinc Alloys
Zinc alloys, especially Zamak series materials, are widely used in high-volume casting due to their excellent fluidity and dimensional control. However, zinc is softer than many metals, making it particularly sensitive to surface defects like ejector marks.
Shiny zinc surfaces can make even small ejector marks highly visible, requiring post-processing such as polishing or shot blasting in decorative or consumer applications.
Medium-Hardness Metals
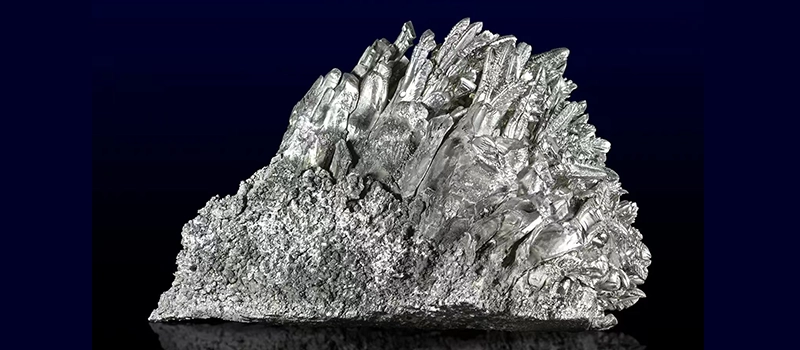
Magnesium
Magnesium alloys are valued for their light weight and good machinability, but their low melting point and softness make them vulnerable to ejector marks. Because magnesium cools quickly, ejection must be carefully timed. Poorly timed or misaligned pin movement often results in drag marks or uneven impressions on the part surface.
Brass and Bronze
These copper-based alloys are harder than aluminum or zinc, but still susceptible to marking under high force. Their resistance to wear helps reduce scuffing, but poorly maintained ejector systems can still leave visible pin impressions, particularly in parts with polished finishes.
Harder Materials with Lower Risk
Stainless Steel
Stainless steel components, produced through investment casting or powder metallurgy, are less prone to ejector marks due to higher material hardness. However, because these parts are often used in high-spec applications, even minor marks are scrutinized.
To prevent surface inconsistencies, stainless steel parts typically require precise control of ejection speed, force, and alignment, especially when post-processing steps like passivation or polishing are involved.
Tool Steel and High-Alloy Steels
In high-strength applications, harder metals like tool steels or carbon steels exhibit strong resistance to mechanical damage. As a result, ejector marks are less frequent and usually limited to minor scuffing. However, the difficulty lies in the higher ejection force needed, which can strain the ejector system if not well-calibrated.
Surface Appearance and Visibility
Material choice also affects how visible the ejector marks are. Shiny or smooth-finished surfaces make even slight imperfections noticeable. In contrast, textured or matte finishes may hide minor ejector marks, even if they are physically present.
For this reason, selecting the right material and finish combination is part of controlling the aesthetic impact of ejector marks.
Impact on Product Performance and Aesthetics
Functional Effects
Ejector marks can affect the function of metal parts, especially when they appear on critical surfaces. Marks on sealing areas, alignment zones, or load-bearing regions may lead to poor fit, leakage, or mechanical stress. Deep or misplaced ejector marks can compromise strength or require secondary finishing to meet tolerances.
Precision and Tolerances
In precision parts, even slight surface distortion caused by ejector marks can push features outside allowable limits. This may lead to dimensional errors, higher rejection rates, or interference with automated assembly.
Visual Appearance
Ejector marks on visible areas can impact product aesthetics. On smooth or coated surfaces, even minor marks can be noticeable, affecting the perceived quality. In industries such as automotive or consumer goods, visual consistency is often as important as function.
Industry Standards
Different sectors define acceptable levels for ejector marks. High-spec industries like aerospace or medical devices set tight restrictions, while heavy-duty applications may allow more visible marks if performance remains unaffected.
Durability and Surface Integrity
Ejector marks may also affect long-term reliability. Marks can become points for corrosion, wear, or coating failure if not properly managed. Their placement and severity should be considered during both design and production stages.
How Mold Design Influences Surface Impressions
Importance of Ejector Pin Placement
The layout of ejector pins in the mold plays a major role in determining where and how surface impressions occur. When pins are positioned near thin or unsupported sections, the risk of localized deformation increases. Placing them on structurally stable areas helps distribute the ejection force more evenly and minimizes visible marks.
Pin Size and Shape
Larger pins can apply force across a broader area, reducing pressure at a single point. However, they must be carefully sized to avoid unnecessary contact with functional features. Flat or slightly domed pin heads are sometimes used to soften the contact and reduce localized indentations.
Alignment and Tolerance Control
Mold alignment is critical. Misaligned pins or cavities can lead to uneven ejection, resulting in scuffing or off-center impressions. Precision in machining and assembly ensures smoother part removal and better surface preservation.
Draft Angle and Mold Release
Parts with insufficient draft angle resist removal from the mold. This increases the force needed to eject them and raises the chance of unwanted surface effects. Proper draft angles allow easier separation and help maintain surface quality without excessive pin pressure.
Cooling and Temperature Balance
Uneven cooling inside the mold can cause one side of the part to contract faster than the other, making ejection more difficult. Thermal imbalance may also change how the part responds to force during removal. Controlling mold temperature helps reduce stress and supports cleaner part release.
Surface Finish of Mold and Pins
The smoother the ejector pin and mold surface, the lower the friction during ejection. High-polish finishes and tight tolerances can help reduce the severity of contact marks. Rough or worn pin faces may drag across the part, creating unwanted blemishes.
Process and Surface Control Methods
Managing Process Variables to Prevent Surface Defects
Several production variables influence the likelihood and visibility of surface impressions left during ejection. Controlling ejection force is one of the most important factors. Excessive pressure can leave permanent marks, especially on soft alloys. Adjusting this force to the minimum required for part release can help preserve surface quality.
Ejection speed is another factor. Too fast, and parts may scrape against mold surfaces or pins; too slow, and they may cool unevenly or resist release. Calibrated ejection timing, synchronized with mold temperature and cycle duration, helps avoid both sticking and damage.
Other preventive methods include using mold-release agents, especially in high-cavity or high-output systems. These agents reduce friction between the part and the mold walls or ejector pins, improving release and lowering the chance of surface blemishes. However, overuse can lead to residue buildup, so careful monitoring is necessary.
Maintenance also plays a key role. Worn ejector pins, misaligned plates, or contaminated mold surfaces increase the risk of irregular contact and scuffing. Regular inspection and reconditioning of tooling components is a standard practice in quality-focused production lines.
Surface Treatments for Post-Processing
When surface marks cannot be avoided during molding or casting, post-processing is used to reduce or eliminate them. Mechanical methods such as shot blasting, sanding, or polishing are common techniques for leveling out slight impressions and evening the surface texture.
For high-value parts, chemical treatments or coatings may be applied to mask or protect marked areas. Anodizing, plating, or powder coating not only improve appearance but also enhance corrosion resistance and wear tolerance.
The choice of surface treatment depends on the part’s end-use, material, and visual requirements. In decorative or exposed applications, additional attention may be given to ensure uniform finish and to eliminate any trace of surface irregularities caused by the ejection process.
Conclusion
Surface impressions caused during part ejection are a natural result of mold-based manufacturing, but they require careful control to meet modern quality standards. By understanding the factors that lead to these marks—ranging from mold design and material properties to processing conditions and surface treatments—manufacturers can reduce their impact and maintain both function and appearance. Effective management of these details supports consistent production and customer satisfaction.






