Welding sheet metal isn’t just about joining two thin plates — it’s a specialized process that requires precision, the right method, and experience.
That’s because thin metal sheets are highly sensitive to heat and prone to warping, burn-through, or poor fusion if handled improperly.
For example, using stick welding on 1mm stainless steel without a proper technique often leads to ugly welds and structural failure.
In this article, we’ll walk you through the most effective welding sheet metal techniques, explain how to avoid common pitfalls, and help you achieve flawless welds every time.
Why Welding for Sheet Metal?
Welding sheet metal plays a critical role in modern manufacturing. From auto body repair to appliance assembly, from HVAC ducting to industrial enclosures, the use of thin sheet metals is nearly everywhere. But why do we need to weld it in the first place?
Sheet metal typically refers to metal materials with a thickness ranging from 0.2mm to about 6mm. These thin materials are light, cost-effective, and easy to shape. However, due to their low thickness, mechanical fastening methods (like bolts or rivets) may compromise the structural integrity, aesthetics, or sealing of the final product.
That’s where welding comes in.
Welding creates a permanent, high-strength bond between metal components. This is especially important in applications where vibration, weather resistance, or appearance matter — like in automotive panels, electrical cabinets, and food-grade equipment.
In many industries, products made from sheet metal must be lightweight yet durable, compact yet structurally sound. Welding helps meet these competing demands by allowing manufacturers to create seamless, precise, and clean joints without the need for additional hardware.
Beyond strength, welded joints in sheet metal also provide:
- Better sealing (essential in HVAC ducts or fluid tanks)
- Clean, minimalistic appearance (key for consumer appliances and auto bodywork)
- Reduced material overlap (compared to riveting or bolting)
- Improved corrosion resistance (fewer crevices and no exposed fasteners)
In automated production lines, welding is also faster and more repeatable, which translates into lower labor costs and higher productivity. Robotic MIG or spot welding is standard in mass manufacturing environments — for instance, in automotive assembly plants — precisely because of these advantages.
Despite its benefits, welding sheet metal comes with challenges too:
Thin materials are highly sensitive to heat, making them prone to warping, burn-through, or poor weld penetration. That’s why understanding the right welding methods and best practices is essential.
Common Types of Welding Sheet Metal Processes
Welding sheet metal involves several different processes, each with its own strengths, limitations, and areas of application. Choosing the right welding sheet metal process depends on factors such as material type, thickness, required strength, and production volume. Below are the most commonly used welding sheet metal methods in industrial and fabrication settings.
MIG Welding (Gas Metal Arc Welding – GMAW)
MIG welding is one of the most popular and beginner-friendly methods for welding sheet metal. It uses a continuously fed wire electrode and a shielding gas, typically argon or a mix of argon and CO₂, to protect the weld pool from contamination.
Advantages:
- High welding speed and efficiency
- Easier to learn and automate
- Produces clean, consistent welds on mild steel, stainless steel, and aluminum
Drawbacks:
- Not ideal for very thin sheet metal unless settings are finely tuned
- Requires a clean work surface to prevent porosity
MIG welding is commonly used in automotive repair, appliance manufacturing, and metal furniture production.
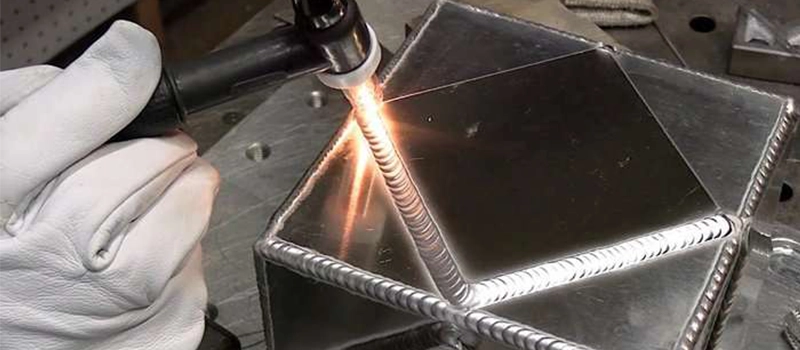
TIG Welding (Gas Tungsten Arc Welding – GTAW)
TIG welding offers precision and control, making it ideal for thin sheet metal, especially stainless steel and aluminum. The process uses a non-consumable tungsten electrode and a separate filler rod, with argon gas for shielding.
Advantages:
- Superior weld quality and aesthetic finish
- Ideal for welding thin sections with minimal spatter
- Greater control over heat input and arc stability
Drawbacks:
- Slower welding speed compared to MIG
- Requires more skill and experience to master
TIG welding is widely used in aerospace, food-grade equipment, medical devices, and custom fabrication where clean, precise welds are critical.

Stick Welding (Shielded Metal Arc Welding – SMAW)
Stick welding is less commonly used for sheet metal due to its higher heat input and less control, which can cause burn-through on thin materials. However, it’s still used in outdoor and field conditions where portability and simplicity are key.
Advantages:
- Works well in outdoor or windy environments
- Minimal equipment requirements
- Suitable for structural repairs and heavier-gauge sheet
Drawbacks:
- Difficult to control heat on thin sheet metal
- More spatter and slag cleanup required
While not ideal for precision welding sheet metal, stick welding may be applied to thicker sheet sections in maintenance or structural repair work.
Flux Core Welding (FCAW)
Flux core welding is similar to MIG welding but uses a special tubular wire filled with flux, which creates its own shielding gas when heated. It can be used with or without external shielding gas.
Advantages:
- Suitable for outdoor welding (gasless option)
- Good penetration on thicker sheet metal
- Faster deposition rates than TIG
Drawbacks:
- More spatter and slag than MIG or TIG
- Not recommended for very thin metal without proper technique
Flux core welding is commonly used in construction, metal fabrication, and heavy-duty repair.
Spot Welding
Spot welding is a resistance welding process where two metal sheets are joined at localized points using heat generated by electrical resistance. It is a fast and efficient method, especially for high-volume production.
Advantages:
- Extremely fast and repeatable
- Excellent for joining overlapping sheet metal
- No filler metal required
Drawbacks:
- Limited to overlapping joints
- Requires precise electrode alignment and pressure control
Spot welding is extensively used in automotive body panels, appliance housing, and steel enclosures.
Plug Welding
Plug welding is used to join overlapping sheet metal where holes are drilled or punched in the top piece, and welds are applied through the holes to fuse the lower layer.
Advantages:
- Strong substitute for spot welding when spot welding equipment is not available
- Can be done with MIG or TIG
- Useful in auto body restoration and patch panel installation
Drawbacks:
- Slower than spot welding
- Requires precise hole sizing and spacing
Laser Welding
Laser welding is a high-precision, high-speed process using a focused laser beam to fuse metal. It produces narrow, deep welds with minimal heat distortion.
Advantages:
- Very clean and precise welds
- Minimal distortion and heat-affected zone
- High-speed automation capable
Drawbacks:
- High equipment cost
- Requires specialized training and safety protocols
Laser welding is used in electronics, automotive manufacturing, and fine sheet metal assemblies where consistency and precision are critical.

How to Choose the Right Welding Method
Selecting the right welding method for sheet metal depends on a balance between material properties, joint design, desired appearance, and operational conditions. Each method has trade-offs, and choosing incorrectly can lead to weak joints, warped parts, or excessive rework. Understanding the factors below is essential for making an informed decision.
1. Material Type
Different metals respond differently to heat, making material type a primary factor in welding method selection.
- Mild Steel: Compatible with most welding methods including MIG, TIG, stick, and flux core. MIG is usually the go-to for its balance of speed and ease.
- Stainless Steel: Requires precision to avoid warping and discoloration. TIG is preferred due to its clean arc and controlled heat input.
- Aluminum: Highly heat-conductive and prone to distortion. TIG with AC current is commonly used for thin sections. MIG with a spool gun and argon gas mix is also viable.
- Galvanized Steel: Welding through the zinc coating produces toxic fumes and can cause porosity. Requires surface preparation and typically uses MIG or flux core.
Choosing a method suited to the base metal ensures proper penetration, strength, and long-term performance.
2. Sheet Thickness
Welding sheet metal (1mm–3mm) requires control over heat input. Excessive heat can burn through or warp the metal, while insufficient heat can cause poor fusion.
- Below 1.5mm: TIG welding is the most effective due to precise arc control.
- 1.5mm to 3mm: MIG or spot welding offers a good balance of speed and quality.
- Above 3mm: Flux core or stick welding can be used, but MIG remains efficient for most jobs.
The thinner the metal, the more careful the operator must be with technique, torch angle, and travel speed.
3. Joint Type and Accessibility
The geometry and position of the weld joint influence the method selection:
- Lap joints: Ideal for spot or plug welding.
- Butt joints on thin materials: TIG or MIG provides strong, clean fusion with proper edge prep.
- Tight or enclosed spaces: TIG’s compact torch and low spatter make it suitable for hard-to-reach areas.
- Overhead or vertical positions: Flux core and stick welding perform better in these orientations due to their slag-supporting characteristics.
Each welding method has specific torch and electrode configurations that affect ease of access and maneuverability.
4. Appearance Requirements
Some applications demand visually clean welds, while others prioritize function over form.
- Visible surfaces (e.g., appliances, automotive panels): TIG offers the best-looking welds with minimal post-cleanup.
- Structural but hidden welds (e.g., enclosures, internal frames): MIG and flux core are faster and still produce acceptable aesthetics.
- Painted surfaces: Even welds with slight spatter or oxidation may be acceptable if post-processed.
The desired finish directly impacts the time and resources spent on post-weld treatments such as grinding or polishing.

5. Production Volume and Automation
High-volume manufacturing benefits from processes that can be automated, while low-volume or repair work may favor manual methods.
- MIG and spot welding are easily automated and widely used in mass production.
- Laser welding is the top choice for precision automation in high-tech industries.
- TIG remains manual-dominated but can be semi-automated for repeatable results.
- Stick welding is best for field repairs and is rarely used in production lines.
Automation compatibility reduces labor cost and ensures consistent weld quality across batches.
Tips for Achieving High-Quality Welding Sheet Metal
Welding sheet metal successfully requires more than just the right machine and process. Thin materials amplify the consequences of poor technique, insufficient preparation, or inappropriate settings. The following tips focus on improving weld quality, avoiding common defects, and maintaining consistency in welding sheet metal operations.
1. Clean the Surface Thoroughly
Contaminants such as oil, paint, rust, mill scale, or even fingerprints can lead to weld porosity and weak joints.
- Use a stainless steel wire brush, grinder, or solvent cleaner to remove surface debris.
- For galvanized sheet metal, grind or strip off the zinc coating in the weld zone. This prevents toxic fume release and ensures proper fusion.
- Always dry the surface completely to prevent moisture-induced hydrogen cracking.
Clean metal not only improves arc stability but also enhances weld appearance and strength.
2. Use Proper Fit-Up and Edge Preparation
Consistent fit-up ensures even heat distribution and filler penetration. Uneven gaps can result in burn-through or cold welds.
- Use clamps and fixtures to maintain joint alignment.
- Maintain a small but uniform root gap for butt welds (usually 0.5–1.0mm).
- Chamfer thicker sheets slightly to allow full weld penetration.
- Avoid overlapping edges unless using spot or plug welds.
Good fit-up reduces warping risk and supports uniform weld bead formation.
3. Adjust Heat Input Carefully
Sheet metal requires low and controlled heat input to avoid burn-through, warping, or wide heat-affected zones (HAZ).
- Use lower amperage and voltage settings than you would for thicker metal.
- Maintain a faster travel speed to prevent excessive heat buildup.
- If using MIG or flux core, select a smaller diameter wire (0.6mm–0.8mm) for better control.
- Use pulsed MIG or pulsed TIG if available — it minimizes heat without compromising penetration.
Always run test passes on scrap metal to dial in the optimal parameters before welding the actual part.

4. Prevent Warping and Distortion
Distortion is a major challenge when welding sheet metal. The key is to control heat distribution and apply balanced welding techniques.
- Use stitch welding (intermittent welds) rather than full-length beads.
- Alternate welding points to distribute heat evenly — start from the center and move outward.
- Allow the metal to cool between welds or use a copper backing bar to absorb excess heat.
- Use tack welds frequently to hold parts in position and reduce movement.
Clamping the workpiece against a heat sink can also help stabilize the structure and minimize warping.
5. Master Torch Angle and Travel Speed
Consistent torch angle and movement are critical for clean and uniform welds.
- Maintain a torch angle of 10–15° push for MIG, and perpendicular for TIG unless joint geometry demands otherwise.
- Move the torch steadily without pausing too long in one area.
- Practice overlapping weld beads when doing multipass welds to avoid undercuts or cold laps.
- Ensure good electrode stick-out — too long causes unstable arc; too short can cause spatter or overheating.
Smooth technique improves bead appearance and reduces spatter, especially in visible or cosmetic welds.
6. Inspect and Finish the Weld Properly
Even with perfect settings and technique, inspection remains essential to ensure welding sheet metal reliability.
- Visual inspection: Look for uniform bead width, no undercut, consistent ripples, and no porosity.
- Penetration check: For critical parts, cut and etch a test weld to inspect penetration.
- Finishing: Use light grinding or sanding to clean welds. Avoid excessive grinding that weakens the joint.
Where aesthetics matter, post-weld polishing can significantly enhance the final appearance.
Frequently Asked Questions (FAQ)
1. What is the best method for welding sheet metal?
The best method for welding sheet metal depends on the material and thickness. TIG welding is ideal for thin stainless steel or aluminum because of its precision and low heat input. MIG welding is faster and easier for mild steel, making it a common choice for automotive and fabrication work. For overlapping joints, spot welding or plug welding may be most efficient.
2. How do I prevent warping when welding sheet metal?
To avoid distortion while welding sheet metal, use the lowest effective heat settings and apply techniques like stitch welding, backstepping, or clamping with copper backing bars. Spacing out welds and allowing cooling intervals also helps. Warping is one of the most common challenges in sheet metal welding, especially on thin panels under 2mm.
3. Can I stick weld sheet metal?
Stick welding sheet metal is possible, but it requires skill. The high heat input from stick welding makes it easy to burn through thin materials. It’s better suited for welding heavier sheet metal, around 3mm or more. For thinner sections, MIG or TIG welding will give better results and minimize the risk of burn-through.

4. Is flux core welding suitable for thin sheet metal?
Flux core welding sheet metal can be effective if you’re using the right wire size and machine settings. It works well for 1.5mm–3mm mild steel, especially in outdoor conditions where shielding gas isn’t ideal. However, for very thin sheet metal, MIG welding with gas provides cleaner results and better control.
5. How do I weld holes in sheet metal?
To weld holes in sheet metal, use a patch panel slightly larger than the hole, tack it into place, and stitch weld around the perimeter. For small holes, plug welding can fill them effectively using a MIG or TIG welder. Keep the heat low to avoid expanding the hole further.
6. What type of welding rod is best for sheet metal?
For TIG welding sheet metal, use ER70S-2 or ER70S-6 filler rods for mild steel, and ER308L for stainless steel. For MIG welding sheet metal, a 0.6mm or 0.8mm solid wire with appropriate shielding gas is preferred. Avoid thick rods or wires that can overpower thin materials.
7. How thin is too thin for welding sheet metal?
With proper equipment and technique, you can weld sheet metal as thin as 0.5mm. TIG welding is most effective for ultra-thin materials due to its fine arc control. MIG welding can handle 0.8mm or thicker, while stick welding is not recommended for anything under 2mm.
8. Can galvanized sheet metal be welded?
Yes, but welding galvanized sheet metal requires extra caution. The zinc coating releases toxic fumes when heated, so work in a well-ventilated area and grind off the coating in the weld zone. MIG welding with proper settings is commonly used, followed by post-weld treatment to restore corrosion resistance.
9. How can I get cleaner welds on sheet metal?
Clean welds start with clean metal. Before sheet metal welding, remove any rust, oil, paint, or coatings. Use precise heat control, smooth travel speed, and the right filler material. TIG welding sheet metal usually produces the cleanest results, especially for visible surfaces or stainless steel applications.
10. What is the best gas for MIG welding sheet metal?
The best shielding gas for MIG welding sheet metal is a mixture of argon and CO₂ (typically 75/25). This combination provides good arc stability, minimal spatter, and adequate penetration. For aluminum sheet metal welding, pure argon is used.






