The melting point of aluminum alloys is one of the most fundamental yet often overlooked factors that influence the success of modern industrial manufacturing. In both casting and welding processes, understanding the precise thermal behavior of alloys like 6061, 7075, or zinc-aluminum composites determines not only product integrity but also energy efficiency and equipment lifespan.
Metallurgical texts such as “Principles of Materials Science and Engineering” by William F. Smith and ASM Handbook Volume 2: Properties and Selection of Nonferrous Alloys and Special-Purpose Materials emphasize that phase transformations, solidus-liquidus ranges, and alloying content directly shape a metal’s thermal response. When manufacturers miscalculate melting points, the consequences often include warping, cracking, porosity, or even full batch rejection — all of which can cause major production delays.
Consider aluminum alloy 6061, one of the most commonly used heat-treatable alloys. It has a melting range of 582°C to 652°C. If casting temperatures exceed this range without proper control, microstructure degradation and gas entrapment may occur, compromising final product performance — especially in high-load components such as automotive brackets or aerospace fixtures.
Therefore, mastering the melting point of aluminum alloys is not merely a technical detail; it is a strategic requirement for any engineer, procurement specialist, or production manager seeking consistency, cost-efficiency, and certification-grade results.
Melting Behavior of Aluminum Alloys Across Industrial Applications
Understanding the melting characteristics and the melting point of aluminum alloys requires more than just textbook definitions; it demands an applied perspective rooted in real-world industrial processes. In large-scale manufacturing—from aerospace structural parts to automotive brackets—the ability to control the melting point of aluminum alloys ensures not only component quality but also operational efficiency and long-term reliability.

Influence of Alloy Classification on Melting Characteristics
Aluminum alloys are primarily divided into two categories based on their processing routes: wrought alloys and cast alloys. Each class displays distinctive melting behavior due to variations in chemical composition, impurity control, and intended end-use.
- Wrought aluminum alloys, such as 6061 and 7075, are designed for strength and ductility. They typically exhibit narrower melting ranges, which makes them suitable for machining, extrusion, and forming, but less ideal for high-fluidity casting applications.
- Cast aluminum alloys, such as A356 and 319, often contain higher amounts of silicon, which significantly lowers the eutectic temperature and broadens the melting range. This improves their fluidity during mold filling but introduces challenges such as hot tearing if the thermal cycle is not tightly controlled.
Role of Solidus and Liquidus Temperatures
The concept of the melting point of aluminum alloys is better described as a melting range, which spans from the solidus temperature—where melting begins—to the liquidus temperature, where full melting occurs. Unlike pure aluminum, which has a sharp melting point at 660.3°C, the melting point of aluminum alloys typically starts below this threshold and completes slightly above it due to the influence of alloying elements and phase interactions.
For example:
- Aluminum 6061 has a solidus temperature of approximately 582°C and a liquidus temperature of 652°C.
- A356 casting alloy typically melts between 557°C and 613°C, depending on its exact silicon content.
This melting range defines critical process parameters in casting and welding. If process temperatures exceed the liquidus too rapidly or fail to maintain thermal gradients between solidus and liquidus, structural defects such as segregation, piping, and grain coarsening may result.
Applications Requiring Precision Melting Control
Several industrial sectors demand strict control of alloy melting behavior:
- Aerospace manufacturing, where dimensional accuracy and heat resistance are critical
- Die casting for automotive parts, where rapid cooling must be matched with precise thermal input
- Heat exchanger production, which relies on consistent grain structure formed through controlled melting and solidification
Leading aerospace standards, such as those issued by AMS (Aerospace Material Specifications) and ASTM, define acceptable melting ranges and require batch-level verification for high-load structural components.
Thermodynamic Fundamentals Behind the Melting Point of Aluminum Alloys
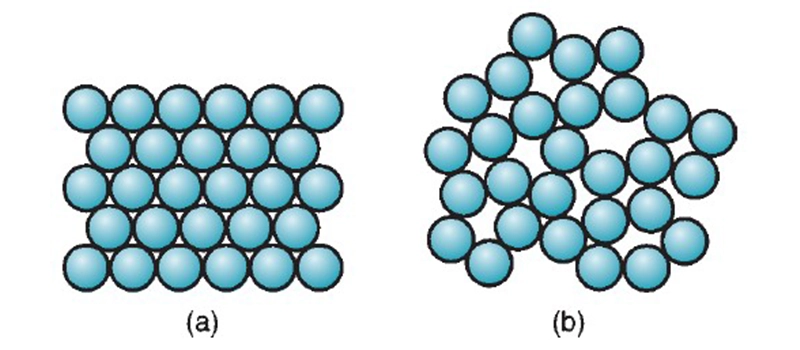
Understanding the melting point of aluminum alloys requires a foundational grasp of metallurgy and thermodynamics. Unlike pure metals, which have a fixed and sharp melting point, alloys transition from solid to liquid over a temperature range due to their complex composition. This behavior is governed by thermodynamic principles that dictate phase stability, energy exchange, and atomic bonding.
Why Aluminum Alloys Don’t Melt at a Single Temperature
Pure aluminum melts at 660.3°C, a sharply defined temperature due to its uniform atomic structure. In contrast, the melting point of aluminum alloys is affected by multiple alloying elements—such as magnesium, silicon, copper, and zinc—that introduce atomic irregularities into the crystal lattice. These compositional differences disrupt uniform melting behavior and broaden the thermal transition.
Instead of melting all at once, aluminum alloys—like 6061 aluminum alloy or zinc-aluminum systems—first reach their solidus temperature, where melting begins, and then gradually proceed to the liquidus temperature, where complete liquefaction occurs. This temperature span defines the melting point of aluminum alloys, making it a critical process parameter for engineers involved in casting, welding, and heat treatment.
The melting characteristics of aluminum alloys are further illustrated through phase diagrams. For instance, in the Al-Si system, a eutectic point exists at around 12.6% silicon, with a eutectic temperature of 577°C. Alloys formulated near this point offer a well-defined melting point of aluminum alloys, ideal for consistent casting outcomes and minimized thermal defects.
Energy Balance and Enthalpy of Fusion
Melting involves absorbing energy, known as the enthalpy of fusion. For aluminum alloys, this value is influenced by their composition and microstructure. The more complex the alloy, the higher the energy required to initiate melting. This affects:
- Furnace design in foundries
- Energy cost for mass production
- Time-temperature profiles in continuous casting or billet heating
A detailed study published in Metallurgical and Materials Transactions A found that adding magnesium and copper to aluminum alloys slightly raises the melting point of aluminum alloys, increasing the overall heat input required during welding or extrusion. This adjustment in the melting point of aluminum alloys becomes particularly relevant in high-strength alloys like 7075, which, despite their mechanical advantages, present narrower thermal processing windows and demand more precise temperature control.
Thermodynamic Equilibrium and Kinetics
The melting point of aluminum alloys also depends on equilibrium vs. non-equilibrium conditions:
- Under ideal equilibrium, as simulated in a controlled lab setting, the solidus and liquidus lines are clean and predictable.
- In real-world manufacturing, non-equilibrium conditions—such as rapid cooling or uneven heating—can cause localized melting, segregation, or even partial remelting.
Therefore, when selecting materials for critical applications, engineers must not only consider standard melting ranges but also model the melting point of aluminum alloys under realistic, non-equilibrium conditions. Advanced simulation tools such as CALPHAD (CALculation of PHAse Diagrams) are increasingly applied to predict phase transformations and fine-tune thermal cycles based on the actual melting point of aluminum alloys used in specific casting or heat treatment environments.
Classification of Aluminum Alloys and Their Melting Characteristics
To fully understand the melting point of aluminum alloys, it is essential to examine how different alloy families behave under elevated temperatures. The classification of aluminum alloys into wrought alloys, cast alloys, and zinc–aluminum systems provides insight into their melting characteristics and suitability for various industrial processes. Each category exhibits a distinct melting range due to its alloying elements, microstructure, and thermodynamic stability.
Wrought Aluminum Alloys and Their Melting Profiles
Wrought aluminum alloys—such as 2xxx, 5xxx, 6xxx, and 7xxx series—are engineered for mechanical deformation processes including extrusion, rolling, and forging. Their melting behavior is influenced by the controlled addition of magnesium, silicon, zinc, or copper. A well-documented example is the melting point of aluminum alloy 6061, which typically ranges from 582°C to 652°C. This melting range explains why 6061 is widely used in structural applications: it retains stability during heat treatment yet offers sufficient thermal resistance during welding.
Alloys in the 7xxx family, such as 7075, contain zinc as the primary alloying element. These alloys exhibit melting points slightly lower than pure aluminum but higher than silicon-rich cast alloys. Academic references such as the ASM Handbook emphasize that the melting point of aluminum alloys in the wrought category generally remains stable because of their well-refined grain structures and predictable solid solution strengthening.
Cast Aluminum Alloys and Silicon’s Role in Melting Behavior
Cast aluminum alloys feature higher silicon content—often between 6% and 12%—which significantly alters the melting point of aluminum alloys in this category. Silicon reduces the eutectic temperature of the alloy, enhancing fluidity and reducing shrinkage defects during mold filling. For example, A356 aluminum alloy has a melting range typically between 557°C and 613°C, making it ideal for complex casting geometries.
The presence of silicon also broadens the solidus–liquidus gap, giving casting engineers more processing flexibility. However, this also means that thermal mismanagement can easily cause partial melting or “mushy” zones, particularly during welding or solution heat treatment. Literature from the Journal of Light Metals highlights that cast alloys require more stringent monitoring of the melting range because their microstructures are more sensitive to thermal fluctuations than wrought alloys.
Zinc–Aluminum Alloys and Their Distinct Melting Characteristics
A notable category is the zinc–aluminum alloy family, commonly discussed when comparing melting behaviors. The melting point of zinc aluminum alloy systems varies widely depending on zinc content. For instance:
- ZA-8 melts around 380°C to 395°C
- ZA-12 melts around 430°C to 450°C
- ZA-27 melts around 480°C to 500°C
These significantly lower melting points, compared with the melting point of aluminum alloy categories above, allow for energy-efficient casting with excellent surface finish and dimensional accuracy. Zinc increases the density and strength of the alloy but reduces the melting temperature, creating a balance between fluidity and mechanical performance.
Industry standards such as those published by the North American Die Casting Association (NADCA) classify zinc–aluminum alloys as favorable materials for high-precision components due to their stable melting characteristics and repeatable casting outcomes, despite not matching the higher temperature resistance of traditional aluminum alloys.

How Classification Influences Industrial Selection
The classification of aluminum alloys directly shapes how engineers interpret the melting point of aluminum alloys during material selection. Wrought alloys with narrower melting ranges are better suited for machining and welding tasks; cast alloys with broad melting ranges offer superior castability; zinc–aluminum alloys provide low-melting, energy-saving solutions for high-volume production. Therefore, when evaluating what is the melting point of aluminum alloy options for a specific application, both alloy composition and processing method must be carefully considered.
Melting Points of Common Aluminum Alloys: Data Trends and Engineering Relevance
In engineering environments, the melting point of aluminum alloys is not just a thermal metric—it is a performance-defining variable that governs processing parameters, tool life, cycle efficiency, and even regulatory compliance. Instead of re-explaining thermal behavior, this section focuses on comparing alloy melting data across series and deriving practical insights for material selection.
Trends Across Alloy Series
When aluminum alloys are compared by series classification (wrought vs cast), clear patterns emerge:
- Wrought alloys, typically from the 2xxx, 5xxx, 6xxx, and 7xxx series, exhibit moderately high melting ranges (solidus often > 500°C), and are engineered for forming, machining, or aerospace use.
- Cast alloys, due to higher silicon or other eutectic-forming elements, show lower solidus points, offering enhanced fluidity but increased sensitivity to overheating.
- Zinc aluminum alloys, a separate family, have melting points that are far below both cast and wrought categories—advantageous for low-energy, high-precision die casting.
This trend is crucial for production cost modeling. A lower melting point reduces energy consumption but may restrict high-heat applications. Thus, understanding what is the melting point of aluminum alloy types in operational context is fundamental for design engineers.
Melting Ranges of High-Usage Alloys: A Comparative Summary
Rather than listing melting points again, the engineering value lies in interpreting them for processing decisions. Below are examples of such implications:
| Alloy | Melting Range (°C) | Process Insight |
|---|---|---|
| 6061 (wrought) | 582–652 | Requires tight thermal control in welding to avoid partial melting of grain boundaries. |
| 7075 (wrought) | 475–635 | Narrower usable window; high strength, but sensitive to heat treatment errors. |
| A356 (cast) | 557–613 | Offers ideal fluidity for sand/investment casting; vulnerable to porosity if overheated. |
| ZA-8 (zinc-aluminum) | 380–395 | Enables energy-saving die casting; unsuitable for elevated temperature service. |
| ZA-27 (zinc-aluminum) | 480–500 | Higher strength, but more expensive and more reactive in moist environments. |
This comparative matrix enables material and process engineers to determine whether the alloy in question aligns with the required casting temperature, furnace profile, or post-processing routine.
Importance in Production Chain Design
Choosing the right aluminum alloy by melting point behavior is especially critical in the following situations:
- Multi-stage processes such as cast-then-machine workflows, where melting range must not interfere with downstream toolpaths or residual heat treatment
- High-pressure die casting where thin walls require quick solidification but complete mold filling
- Automated thermal systems where furnace calibration is optimized based on known alloy melting thresholds
Rather than asking “what is the melting point of aluminum alloy 6061?”, a better question is: “How does this melting range affect my process tolerance, energy budget, and defect rate?”
Factors Affecting the Melting Point of Aluminum Alloys
The melting point of aluminum alloys is not a fixed property, even for a specific alloy designation. Instead, it is influenced by multiple factors—including chemical composition, microstructure, processing history, and the presence of impurities. A precise understanding of these variables is critical to achieving reliable melting behavior in both lab-scale alloy development and high-volume industrial production.

Alloying Elements and Their Thermodynamic Influence
Among the most decisive factors influencing the melting point of aluminum alloys is the type and proportion of alloying elements. Each element interacts differently with the aluminum matrix, forming intermetallic phases, altering diffusion behavior, and modifying the eutectic point.
- Silicon (Si): Common in casting alloys, lowers the melting range significantly due to its eutectic formation with aluminum at ~577°C. Higher silicon levels increase fluidity but reduce the overall melting point, as seen in alloys like A356 and 319.
- Magnesium (Mg): Found in 5xxx and 6xxx series, slightly lowers melting point but improves strength. The melting point of aluminum alloy 6061, which contains both Si and Mg, reflects this combined effect in its range of 582–652°C.
- Zinc (Zn): Dominant in the 7xxx series and zinc–aluminum casting alloys. Zinc raises strength but can lower the melting point, particularly in alloys like ZA-8 and ZA-27, where the melting point of zinc aluminum alloy is ~380–500°C.
- Copper (Cu): Used in 2xxx and some 7xxx series, can lead to a narrower melting range and increased heat sensitivity, which complicates welding.
These elemental additions redefine what is the melting point of aluminum alloy under actual processing conditions—not just theoretically, but practically in casting or welding applications.
Impurity Elements and Trace Additions
Impurities such as iron (Fe), manganese (Mn), and nickel (Ni) can have unpredictable effects on the melting point of aluminum alloys. Even in small quantities, these elements may:
- Form localized intermetallics that alter solidus behavior
- Promote uneven melting or create low-melting “hot spots”
- Increase risk of porosity or grain boundary melting during heat treatment
International standards such as EN 573-3 and ASTM B209 impose strict controls on impurity levels, precisely to ensure consistent melting behavior during thermal processing.
Microstructural State and Grain Refinement
Beyond composition, the microstructure—including grain size, dendrite arm spacing, and phase distribution—directly influences melting dynamics. Finer grains typically raise thermal stability, while coarse dendritic structures tend to promote non-uniform melting.
Grain refinement techniques using titanium-boron or zirconium master alloys have been shown to shift the apparent melting point upward, improving hot-crack resistance in welding and reducing premature melting during solution treatment. A study in Materials Science Forum demonstrates that refined A356 alloys resist deformation 15–20°C above their standard solidus due to improved grain boundary cohesion.
Prior Heat Treatment and Thermal History
The melting point of aluminum alloys can also be indirectly affected by prior heat treatment cycles, which:
- Alter phase morphology (e.g., Mg2Si in 6xxx series)
- Change distribution of soluble and insoluble precipitates
- Modify residual stress patterns
For example, a T6-treated 6061 alloy may exhibit different melting response than a F-temper variant, especially in secondary processes like friction stir welding or induction heating. This is why understanding the thermal history is crucial in predicting true melting behavior.
How the Melting Point of Aluminum Alloys Influences Processing Techniques
In practical manufacturing environments, the melting point of aluminum alloys is more than a theoretical value—it serves as a critical control factor across several core processing methods. Casting, welding, and heat treatment all require precise thermal management, and misjudging the melting range can lead to catastrophic production failures, particularly in high-precision or high-load applications.
Casting: Thermal Windows and Flow Behavior
Aluminum casting requires a delicate balance between fluidity and solidification speed. The melting point of aluminum alloys determines the pouring temperature, holding furnace setpoints, and mold preheat temperature. For example:
- Alloys with a lower solidus (such as A356) can be poured at lower temperatures, reducing energy consumption and mold wear.
- If the pouring temperature is set too close to the liquidus, it risks oxide formation or gas entrapment, especially in gravity and die casting.
- In contrast, underheating can result in incomplete filling or cold shuts.
Process engineers must match casting speed with the alloy’s melting range. A difference of just 10–15°C in the melting point of aluminum alloy 6061 versus a high-silicon casting alloy like 443.0 can dramatically change flow characteristics, fill time, and cooling curves.
Additionally, alloys with wider melting ranges tend to form larger mushy zones, which increase susceptibility to hot tearing and segregation if cooling is not uniform.

Welding: Fusion Line Sensitivity and Crack Prevention
Welding aluminum is notoriously difficult, in large part due to the narrow safety window between melting point and structural failure. During processes like TIG or MIG welding, localized temperatures often exceed 660°C, especially in high-current operations. Without precise control, the melting point of aluminum alloys may be unintentionally breached, resulting in:
- Grain boundary liquation
- Intergranular cracking
- Distortion due to differential thermal expansion
For instance, in 6061-T6 aluminum, maintaining the heat-affected zone (HAZ) just below the solidus (~582°C) is essential to prevent weakening of the weld zone. Using a filler alloy with a slightly lower melting point helps concentrate heat away from the base metal and ensures a smooth fusion transition.
Advanced joining methods such as friction stir welding (FSW) or laser hybrid welding are often selected precisely because they can operate below the melting point of aluminum alloys, thereby avoiding microstructural breakdown and minimizing residual stresses.
Heat Treatment: Solvus Temperature vs. Melting Risk
Solution treatment and aging depend heavily on alloy melting characteristics. The solutionizing temperature—usually just below the solidus—is the most critical phase in heat treatment. If engineers overestimate the melting point of aluminum alloys, even by 5–10°C, partial remelting may occur, leading to:
- Grain coarsening
- Local melting at eutectic phases
- Loss of mechanical properties due to overaging
For example, the solution treatment of 6061 aluminum alloy is commonly performed around 530–550°C—comfortably below its solidus to avoid incipient melting, yet high enough to dissolve Mg2Si precipitates.
Similar care must be taken in the aging phase, where excessively high temperatures may reduce yield strength or shift the T6 temper to an unstable condition.
Process Mapping and Automation Based on Melting Point Data
In advanced manufacturing, knowledge of the melting point of aluminum alloys is integrated directly into CNC machine settings, furnace PLC logic, and quality assurance protocols. Thermal models in casting simulation software (e.g., MAGMASOFT or ProCAST) use melting point data to predict flow, shrinkage, and cooling behavior in real time.
Companies implementing Industry 4.0 systems also rely on this data to:
- Create closed-loop thermal feedback controls
- Automatically adjust process parameters to alloy batch variations
- Reduce energy consumption and reject rates
How the Melting Point of Aluminum Alloys Affects Mechanical Performance
While alloy composition and processing techniques are often credited for determining mechanical properties, the melting point of aluminum alloys plays a more foundational role than commonly acknowledged. It not only sets the boundaries for heat treatment and fabrication processes but also influences the resulting microstructure, phase stability, and thermal fatigue behavior of the final product. As such, understanding how melting behavior ties into performance is essential for materials engineers and product designers aiming for high-reliability components.
Thermal Stability and Strength Retention
One of the direct links between the melting point of aluminum alloys and mechanical performance lies in thermal stability. Alloys with higher solidus temperatures are generally better at retaining their mechanical strength when exposed to elevated service conditions.
For instance:
- 7000 series alloys, despite their high strength, begin to lose yield strength rapidly when temperatures approach 200°C, due to phase instability below their melting range.
- Conversely, 5000 series alloys such as 5083, with higher magnesium content and broader melting ranges, demonstrate superior resistance to softening under thermal loads.
The reason lies in how close the operating temperature is to the alloy’s solidus. Components operating within 75–85% of their solidus temperature tend to suffer from creep, grain boundary sliding, or sub-grain growth, ultimately leading to structural compromise.

Creep Resistance and High-Temperature Deformation
The melting point of aluminum alloys is directly correlated with their creep resistance, particularly in applications like:
- Heat exchangers
- Engine bay brackets
- Aerospace skin panels
- Electric vehicle battery enclosures
Creep becomes a concern as service temperatures approach the alloy’s melting range. For instance, 6061 aluminum alloy, with a melting point range starting at 582°C, begins to experience significant creep deformation above 150°C over time. Alloys with higher melting onset temperatures, such as 2618 or 4032, are preferred in aerospace or high-pressure engine components specifically for their elevated creep rupture strength.
A study published in Materials at High Temperatures concludes that the creep rate in aluminum alloys increases exponentially as the operating temperature reaches 60% of the melting point, underscoring the critical need for melting point consideration in structural design.
Weldability and Post-Weld Mechanical Integrity
During welding or brazing, the local temperature may approach or exceed the melting point of aluminum alloy materials in the joint zone. This can severely affect:
- Grain growth in the heat-affected zone (HAZ)
- Tensile strength reduction near fusion lines
- Post-weld fatigue resistance
For example, welds on aluminum alloy 6061—already near its melting onset during fusion welding—often show reduced strength in the HAZ due to overaging or localized remelting. Engineers mitigate this by post-weld heat treatment or using fillers with lower melting points to redirect thermal load.
Phase Transformation and Precipitate Control
Heat treatment processes like solutionizing and artificial aging are governed by the location of the alloy’s solidus line. If the melting point of aluminum alloys is misunderstood or overestimated, phase transformations may occur prematurely or incompletely, leading to:
- Reduced tensile strength
- Low hardness
- Poor dimensional tolerance
The control of Mg2Si in 6xxx series or Al2Cu in 2xxx series precipitates during aging relies heavily on staying just below the melting threshold, where solute atoms remain mobile without causing incipient melting. This delicate balance between diffusion and melting is central to achieving desirable mechanical performance.
Fatigue and Thermal Cycling Behavior
In components subjected to repetitive thermal cycling—such as those used in HVAC, power electronics, or space applications—the melting point influences fatigue crack initiation and propagation. Alloys with narrow melting ranges and well-defined microstructures exhibit more predictable behavior under such stress regimes.
Research from the International Journal of Fatigue shows that alloys with higher melting onset temperatures and uniform grain distribution exhibit up to 25% longer fatigue life compared to those with wide-range, silicon-rich compositions, which are more susceptible to phase separation during cooling.
Application-Based Selection of Aluminum Alloys by Melting Point
The melting point of aluminum alloys plays a decisive role in material selection across various industrial sectors. While factors such as strength, corrosion resistance, and machinability are often prioritized, the thermal behavior—especially the alloy’s melting characteristics—becomes a non-negotiable parameter in environments involving elevated temperatures, rapid thermal cycling, or tight tolerance fabrication.
Engineers who ignore or miscalculate the melting point of aluminum alloys during the selection phase may encounter process incompatibility, structural failure, or excessive cost due to post-production defects.
Aerospace and Aviation Components
In aerospace structures, weight reduction and thermal stability are equally vital. Components such as fuselage panels, wing spars, and engine nacelles are often exposed to cyclic thermal loading, making it critical to choose alloys whose melting point range can tolerate such fluctuations without microstructural degradation.
Alloys like 7075 and 2024, though high in strength, have melting points close to process-critical temperatures. Therefore, the melting point of aluminum alloys becomes a key constraint in high-altitude operations, where ambient temperature variation and aerodynamic heating are constant factors. Components must be selected with a safe thermal margin below the alloy’s solidus temperature to prevent creep or grain coarsening.
Automotive and Electric Vehicle Systems
For internal combustion engine components, transmission housings, and EV battery enclosures, the melting point of aluminum alloy 6061 offers a balanced combination of workability and thermal tolerance. In engine blocks, for example, exposure to continuous thermal cycles between 100°C and 250°C means alloys must resist softening and micro-cracking well below their melting range.
In electric vehicles, battery trays and inverter housings increasingly rely on cast aluminum alloys with optimized melting points, ensuring easy die casting without compromising resistance to heat generated by power electronics. Alloys with narrow melting ranges allow precise thermal management, reducing deformation during service.
Petrochemical and Pressure Equipment
Petrochemical systems often operate at elevated temperatures and in corrosive environments. Here, the melting point of aluminum alloys directly determines the material’s operating ceiling. For example, heat exchangers and piping systems exposed to steam or hot oil must maintain dimensional integrity at high temperatures without approaching the solidus threshold.
Aluminum alloys selected for these applications typically have a higher melting onset, such as those in the 5xxx and 6xxx series, which offer both thermal resistance and corrosion protection in chloride-rich or acidic environments.
Electronics and Thermal Management
In high-performance computing and power electronics, aluminum is used for heat sinks, enclosures, and thermal interface substrates. While thermal conductivity is the primary property of interest, the melting point of aluminum alloys determines the upper limit of thermal cycling and long-term material performance.
Zinc–aluminum alloys, with lower melting ranges (ZA-8: ~380–395°C), are favored for complex electronic housings that require low-pressure die casting and tight dimensional control. However, they are unsuitable where continuous operation temperatures may exceed 150°C.
Thus, designers must strike a balance: selecting aluminum alloys whose melting point aligns with service temperature, process conditions, and component geometry.
Marine and Offshore Engineering
Offshore structures and vessels operate in fluctuating thermal and corrosive conditions. The melting point of aluminum alloys is a key factor when welding large panels or cast sections onboard, particularly in repair and retrofitting.
Alloys with higher solidus temperatures and slow cooling behavior are chosen to prevent distortion during field welding, especially where portable thermal control is limited. In these scenarios, overreliance on lower-melting cast alloys could lead to joint failure due to inadequate heat dissipation.
Conclusion: Key Takeaways for Engineers and Buyers
The melting point of aluminum alloys is more than just a thermal value—it’s a critical variable that affects material selection, process control, and product reliability. From casting and welding to high-temperature performance, understanding and respecting each alloy’s melting behavior ensures fewer defects, longer service life, and greater engineering confidence.






