Are your aluminum profiles deforming after extrusion? Is your surface finish substandard? Are delivery delays piling up because the tooling keeps failing?
If you’re facing these issues, you’re not alone—and they’re often caused by one underestimated component: the aluminum extrusion die.
Most production managers and procurement teams focus on extrusion machines, aluminum grades, or cycle time. But few realize that the die itself—the tool that actually forms the aluminum—is responsible for most of the defects, cost overruns, and missed deadlines in the extrusion process.
Let me be clear:
Even the most advanced extrusion press can’t compensate for a poorly designed or incorrectly applied die.
Even the best aluminum alloy won’t perform well if it flows through a misaligned cavity or a worn-out die face.
And when your product quality slips or your lead times drag, your entire supply chain suffers—including your customer satisfaction and profit margins.
Understanding the Fundamentals of Aluminum Extrusion Dies
🔹 What Is an Aluminum Extrusion Die?
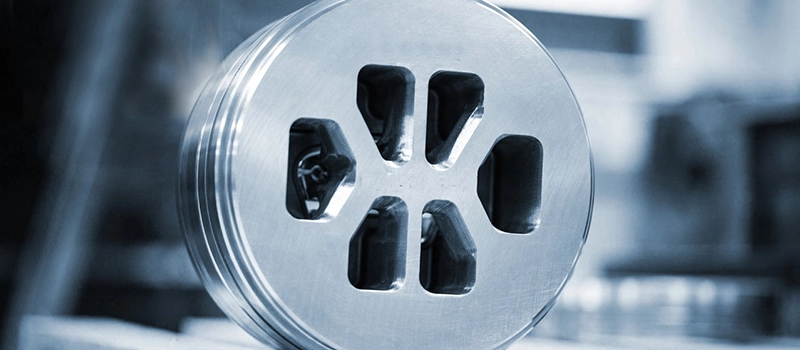
An aluminum extrusion die is a precision-engineered tool—typically made of hardened steel—used to shape aluminum into continuous, consistent profiles. The aluminum extrusion die functions like a mold, but instead of pouring molten aluminum into it (as in casting), aluminum billets are heated and forced through the aluminum extrusion die under extreme pressure.
The shape cut into the aluminum extrusion die’s face defines the cross-section of the extruded product. This can be as simple as a round bar or as complex as a multi-channel industrial rail with internal cavities.
It’s not just about shape—it’s about precision, surface finish, wall thickness, and mechanical performance.

🔹 Why Is It So Important?
Because the aluminum extrusion die determines everything—the speed, shape, tolerance, and consistency of your extrusion. A poorly designed aluminum extrusion die can:
- Cause flow imbalance, leading to uneven or cracked profiles
- Increase scrap rates, due to misaligned sections or deformities
- Reduce throughput, by increasing resistance or requiring rework
- Shorten tool lifespan, raising operational costs
- Lead to product failure if tolerances are off even by fractions of a millimeter
In other words: a bad aluminum extrusion die costs you time, material, and money. A great aluminum extrusion die? It’s the key to lean manufacturing and quality control in extrusion operations.
🔹 Who Designs and Uses Extrusion Dies?
Aluminum extrusion die design is typically handled by tooling engineers and CAD specialists, often working inside extrusion factories or contracted through third-party aluminum extrusion die makers.
But it doesn’t stop there.
- Manufacturing engineers must understand the aluminum extrusion die’s function to set correct extrusion parameters.
- Procurement managers must assess aluminum extrusion die quality and lifespan when sourcing.
- Quality inspectors use the aluminum extrusion die’s tolerance specs to measure output.
- OEM customers often require specific certifications tied to aluminum extrusion die performance.
So while the aluminum extrusion die may sit inside a machine, its impact ripples through your entire business.
🔹 Where Does It Fit in the Production Process?
The aluminum extrusion die is mounted at the front of the extrusion press, and it’s the final “gatekeeper” before the aluminum exits the machine.
Here’s how it fits into the sequence:
- The aluminum billet is heated to around 400–500°C.
- The billet is loaded into the container of the extrusion press.
- A hydraulic ram pushes the billet through the aluminum extrusion die.
- The shaped aluminum exits through the aluminum extrusion die opening, forming a long, continuous profile.
- The extruded part is cooled, cut, straightened, and finished.
So, the aluminum extrusion die is the heart of the extrusion press—it’s where the magic (or mistakes) happen.
🔹 When Is a Die Used in the Extrusion Lifecycle?
Every time you produce a new profile, the correct aluminum extrusion die must be selected or manufactured. Aluminum extrusion dies can last anywhere from 10,000 to 50,000 cycles, depending on factors like:
- Material type (soft alloys wear less, harder alloys wear more)
- Profile complexity
- Press force
- Maintenance routines
- Cooling and lubrication
They’re used on-demand in most factories. A single extrusion press might use dozens of different aluminum extrusion dies across a production week.
Planning aluminum extrusion die changes, maintenance schedules, and stock availability is part of what keeps a manufacturing line efficient.
🔹 How Is an Aluminum Extrusion Die Made?
The aluminum extrusion die production process involves several critical steps:
CAD Design
Engineers develop a 3D design based on the desired profile.
Simulation tools test flow behavior, stress points, and cooling zones.
Material Selection
Usually made from H13 tool steel, chosen for high thermal strength and wear resistance.
CNC Machining
The aluminum extrusion die cavity is precisely milled using high-speed CNC machines.
Heat Treatment
The steel is hardened for durability, typically using vacuum or induction heating.
Polishing & Coating
Final surface finishing improves material flow and reduces friction.
Some aluminum extrusion dies are treated with nitriding or PVD coatings to extend lifespan.
Assembly & Testing
The aluminum extrusion die is installed on a test press or validated via simulation and quality checks.
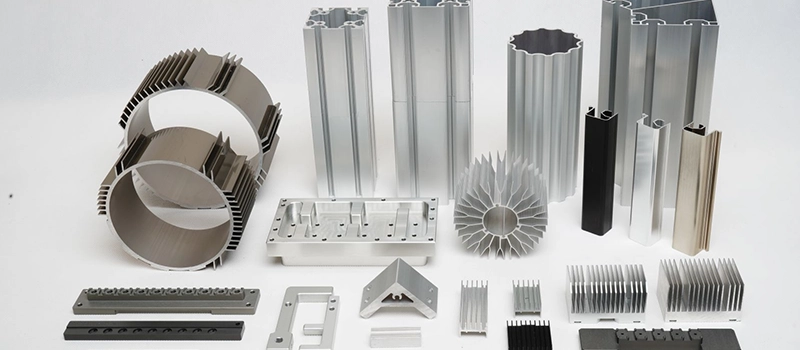
🧩 Types of Aluminum Extrusion Dies and Their Use Cases
🔧 1. Solid Dies — For Simple, Load-Bearing Profiles
A solid die is the most straightforward and commonly used die type. It’s designed to produce profiles without any internal voids. Think of standard L-profiles, T-bars, flat strips, or square rods.
The aluminum is pushed through a single cavity, and the result is a continuous, solid cross-section. These dies are highly durable, easy to machine, and offer excellent lifespan under normal extrusion loads.
🔹 Best suited for: structural components, architectural trims, general-purpose industrial profiles.
🔹 Advantages: lower tooling cost, faster lead time, minimal flow complications.
🔹 Limitations: cannot create internal cavities; only external geometry is possible.
In most of our standard production runs for construction components, solid dies make up nearly 60% of the total die volume—simply because they’re efficient and predictable.
🧩 2. Hollow Dies — For Tubular and Enclosed Profiles
Hollow dies are used when the profile requires one or more completely enclosed voids, such as pipes, rectangular tubes, or profiles with internal webs.
Structurally, a hollow die consists of a mandrel supported by bridges or webs inside the die, which allows the aluminum to flow around the obstruction. As the streams rejoin on the exit side, they weld under high pressure and temperature, creating a seamless, continuous hollow profile.
🔹 Best suited for: round tubes, rectangular pipes, hollow extrusions in automotive and aerospace.
🔹 Advantages: can form closed internal shapes; supports lightweight yet strong design.
🔹 Limitations: more complex to design and align; higher stress on tooling; potential weld seams.
One critical point here: not all applications can accept seam welds, even if they are microscopic. For example, certain aerospace or pressure-bearing parts must avoid any seamline, no matter how well fused. This must be discussed during the early design phase.
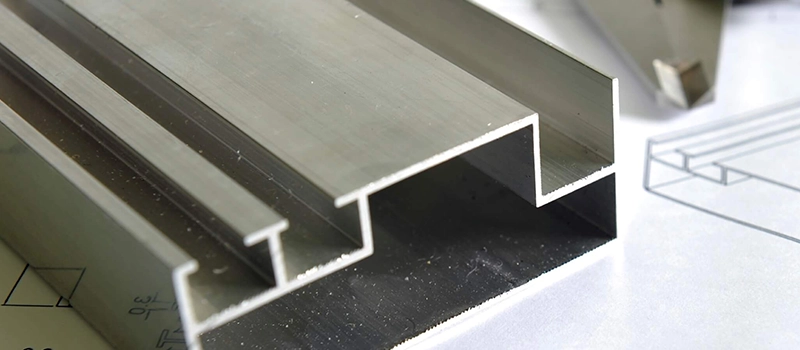
⚖️ 3. Semi-Hollow Dies — For Profiles with Deep Grooves or Recesses
Semi-hollow dies are something of a hybrid. They’re used when a profile includes a partially enclosed void, such as a narrow gap or U-channel. These designs are challenging for material flow and cooling, but they allow more complexity without the stress and cost of a full hollow die.
🔹 Best suited for: recessed tracks, snap-fit architectural components, sliding door profiles.
🔹 Advantages: better flow balance than hollow dies for some geometries; reduced die stress.
🔹 Limitations: structural strength of the extrusion may be reduced if the partial void acts as a stress riser.
In our factory, semi-hollow dies are often used in products where interlocking functions or aesthetic design elements are required.
🛠️ Specialized Hollow Die Structures: Porthole, Spider, and Bridge Dies
When it comes to producing hollow profiles, there are three primary internal die structures:
- Porthole Die: The billet is divided by ports and flows around internal mandrels, rejoining under high pressure. This creates longitudinal seam welds.
- Spider Die: Has fewer, stronger legs (supports) and provides better flow uniformity for complex, asymmetrical hollows.
- Bridge Die: Similar to spider dies but with different internal flow channels, often used for profiles requiring precise wall thickness control.
Each of these die types is chosen based on the cross-section geometry, the required wall thickness, and the end-use mechanical properties.
From experience, porthole dies are reliable and cost-effective for most tube applications. But when it comes to structural aluminum or highly engineered parts—like EV battery enclosures—we prefer spider dies for better dimensional stability and mechanical strength.
🧰 The Aluminum Extrusion Die Design Process: Step-by-Step
🔎 Step 1: Technical Drawing and Profile Analysis
It begins with an in-depth review of the 2D cross-section or 3D CAD model of the intended profile.
We ask:
- Is the profile solid, semi-hollow, or hollow?
- Are there thin walls or sharp transitions?
- What is the expected tolerance range?
- Will the profile undergo post-processing like anodizing or machining?
This is where practical experience comes in. A profile that looks perfect on paper may be un-extrudable due to poor flow paths, trapped air pockets, or excessive die stress.

🔧 Step 2: Die Type Selection and Flow Simulation
Once the profile geometry is understood, we select the appropriate die type—solid, hollow, or semi-hollow—along with internal structures like mandrels, bridges, or portholes, depending on void complexity.
Then comes flow simulation. Using software like Altair Inspire or QForm, we simulate aluminum flow inside the die under actual operating conditions:
- Pressure
- Temperature
- Flow rate
- Bearing length
Simulation allows us to:
- Balance metal flow
- Avoid dead zones and backpressure
- Prevent distortion or uneven wall thickness
- Optimize extrusion speed
🔩 Step 3: Bearing and Die Land Design
Bearings control the speed and direction of aluminum flow. Getting this wrong leads to bambooing, surface rippling, or profile twisting.
The die land (the last surface aluminum touches before exit) also plays a role in:
- Final surface finish
- Heat dissipation
- Load distribution
This part of the design process is iterative and precise. We adjust bearing lengths per section of the die based on expected flow rates. For example, thicker areas may require longer bearings to slow down flow and match thinner zones.
🏭 Step 4: Tool Steel Selection and Heat Treatment Planning
All this geometry is useless without the right material foundation. Most extrusion dies are made from H13 tool steel, due to its:
- High wear resistance
- Thermal stability
- Strength under cyclic loads
But for high-pressure, high-volume production, we may opt for premium-grade ESR H13 or even special alloy steels, then apply treatments such as:
- Vacuum hardening
- Gas nitriding
- PVD coatings (for surface wear resistance)
🛠️ Step 5: CNC Machining, Polishing, and Assembly
Once the design is approved, the die is machined on 5-axis CNC equipment capable of sub-millimeter tolerances. After rough and finish machining, the die is:
- Polished to improve flow and reduce friction
- Tempered to relieve internal stresses
- Assembled if it’s a multi-piece structure (common for hollow dies)
📏 Step 6: Inspection, Testing, and Trial Extrusion
Before delivery, we conduct:
- Dimensional inspection with CMM (Coordinate Measuring Machines)
- Surface hardness tests to confirm heat treatment
- Flow simulation comparison vs. final geometry
In most professional operations (ours included), we’ll perform a trial extrusion under controlled conditions. This helps verify:
Seam weld integrity (for hollow profiles)
Profile stability
Flow uniformity
Material Selection for High-Performance Aluminum Extrusion Dies
When it comes to aluminum extrusion dies, material selection is a technical decision that directly affects die lifespan, dimensional accuracy, cost of ownership, and production quality.
Let’s break down the most commonly used materials—and how to make the right call based on production needs.
🧱 Feature: Tool Steel (Primarily H13) is the Industry Standard for Aluminum Extrusion Dies
The vast majority of professional aluminum extrusion dies are made using H13 tool steel. It offers an ideal combination of:
- High toughness
- Excellent heat resistance
- Good dimensional stability under cyclic thermal loads
- Wear resistance at elevated temperatures
At extrusion temperatures exceeding 450°C (850°F) and under immense pressure, H13 steel performs reliably—maintaining its shape and resisting thermal cracking far longer than untreated or low-grade steels.
🛡️ Advantage: H13’s Properties Improve Die Life and Performance in Real-World Production
H13 doesn’t just survive extrusion—it thrives in it.
When used in professional die shops with proper heat treatment, H13:
- Minimizes erosion caused by high-speed aluminum flow
- Resists deformation under repeated hydraulic force
- Holds dimensional tolerances even after thousands of extrusion cycles
- Reduces the need for frequent polishing or reworking
For large-volume production environments, this translates into predictable output, stable quality, and fewer unplanned press stoppages.
At Zhongsheng, we use ESR (Electro-Slag Remelted) H13 for critical dies. It offers better purity, finer grain structure, and enhanced fatigue resistance—essential for demanding profiles in sectors like automotive, rail, or high-performance architecture.
💡 Benefit: Choosing the Right Die Material Cuts Your True Cost per Kg of Aluminum Extruded
Let’s get practical. You might save a few hundred dollars by choosing a cheaper steel or a non-hardened die for a short run. But over the course of a production cycle, here’s what you’ll actually pay more for:
- More frequent die replacements
- Higher scrap rates from dimensional inaccuracies
- Lower extrusion speeds due to flow resistance
- Increased downtime due to cracking, sticking, or die face collapse
In contrast, a high-quality H13-based aluminum extrusion die that’s properly hardened and surface-treated can:
- Last 20,000–50,000 cycles depending on profile complexity
- Handle multiple alloys, including 6000- and 7000-series billets
- Maintain surface finish quality even after long press runs
Ultimately, your cost per usable part goes down, and your process efficiency goes up.
🧪 Other Material Options: When to Consider Premium or Treated Steels
If you’re extruding harder alloys (like 7075) or producing complex hollow profiles at high speeds, even H13 might not be enough.
In such cases, we consider:
- Premium tool steels (e.g., QRO 90, Dievar): Better thermal fatigue resistance
- Nitriding treatments: Increases surface hardness, reduces sticking
- PVD coatings (Physical Vapor Deposition): Adds an anti-wear, low-friction layer
These options increase upfront cost—but for high-volume, tight-tolerance jobs, the ROI is absolutely there.
📐 Material Selection Should Match:
| Requirement | Recommended Material/Treatment |
|---|---|
| High volume + soft alloy | Standard H13 with proper tempering |
| High speed extrusion | Nitrided H13 or ESR-grade H13 |
| Complex hollow sections | Spider die + ESR H13 or Dievar |
| Surface-sensitive parts | PVD-coated die with polished land |
| 7000-series billets | Hardened premium steel (Dievar/QRO 90) |

Conclusion
The aluminum extrusion die is a strategic tool in manufacturing, influencing quality, speed, and cost. From die design and material choice to application across industries, its engineering defines long-term production success. Well-designed dies reduce scrap, extend lifespan, and increase throughput, making them a cornerstone of competitive manufacturing.






