Why does 6061-T6 perform well in machining but fail under tight bends? Why is it strong enough for aircraft fittings but sometimes rejected in marine welds? Why is 6061-T6 so widely used—and yet so often misapplied?
According to the Aluminum Association, “Each aluminum alloy offers a distinct performance profile, and selection depends on intended service conditions.” 6061-T6 is a heat-treated, magnesium–silicon alloy valued for strength, corrosion resistance, and consistent machining response. But it’s not always the best choice—especially when forming, welding, or fatigue strength is critical.
Understanding how 6061-T6 compares to other aluminum alloys like 5052, 7075, 2024, and A356 helps engineers and buyers avoid unsuitable applications, minimize manufacturing risks, and match material to design intent.
Overview of Aluminum Alloy Categories
Wrought vs. Cast Alloys
Aluminum alloys are broadly classified as either wrought or cast. Wrought alloys are mechanically worked into final shapes through extrusion, rolling, forging, or drawing. These processes create refined grain structures and directional mechanical properties. 6061-T6 is a typical example of a wrought aluminum alloy, widely used in plate, bar, and extrusion formats.
Cast alloys, in contrast, are formed by pouring molten metal into molds. They are used when complex shapes or thick cross-sections are required. Alloys such as A356-T6 are commonly used in casting due to their fluidity and pressure tightness. Cast alloys generally have coarser microstructures and lower mechanical strength compared to wrought alloys, especially in tension and fatigue loading.
Understanding the difference between wrought and cast types is essential when selecting materials for structural or machined components. While 6061-T6 offers consistent properties ideal for machining and structural loads, cast alternatives are better suited for non-machined parts with complex geometry.
Heat-Treatable vs. Non-Heat-Treatable
Another key distinction among aluminum alloys is their response to heat treatment. Some alloys, like 6061-T6, are heat-treatable. These alloys undergo solution heat treatment and artificial aging to increase strength and hardness. The T6 temper designation specifically refers to this two-step process.
Non-heat-treatable alloys gain strength through strain hardening or cold working. Examples include 5052-H32 and 5083-H116. These alloys do not respond significantly to thermal aging but offer superior corrosion resistance and formability compared to heat-treated grades.
The choice between heat-treatable and non-heat-treatable alloys directly affects manufacturing processes such as bending, welding, and machining. It also influences in-service behavior like stress cracking or fatigue strength.

How Classification Affects Processing
These classification differences determine how an alloy behaves during fabrication. Wrought heat-treated alloys such as 6061-T6 perform well in machining and bolted assemblies. However, they may fracture under tight bending or lose strength in welded joints.
Non-heat-treatable wrought alloys, such as 5052-H32, bend easily and weld without significant strength loss. Cast heat-treated alloys like A356-T6 allow the production of intricate geometries but are prone to porosity and low elongation.
For designers and engineers, understanding these material types helps align alloy choice with both production method and functional requirements. Selecting the wrong type can lead to downstream issues such as distortion, cracking, or poor fit in high-tolerance assemblies.
What Is 6061-T6?
Alloy Group and Chemistry
6061-T6 is part of the 6xxx series of aluminum alloys, which are primarily alloyed with magnesium and silicon. This composition enables precipitation hardening—where microscopic particles form during heat treatment and increase strength. The magnesium-silicon combination gives 6061-T6 its good corrosion resistance, moderate strength, and excellent machinability.
Unlike high-strength aluminum alloys such as 7075, which depend on zinc as the primary alloying element, 6061-T6 offers a more balanced performance profile. It is less prone to stress corrosion cracking and more weldable than copper-rich grades like 2024. Its composition also makes it suitable for anodizing, powder coating, and general surface treatments without significant loss of mechanical integrity.
T6 Temper and Heat Treatment
The T6 temper indicates a two-step thermal process: solution heat treatment followed by artificial aging. First, the alloy is heated to a temperature that dissolves magnesium and silicon into solid solution. After rapid quenching, it is aged at a lower temperature to allow controlled precipitation of intermetallic compounds.
This process increases both yield and tensile strength while maintaining acceptable levels of ductility. It also stabilizes dimensional performance during machining. However, the T6 temper reduces formability and makes the material more sensitive to cracking under cold working conditions. As a result, 6061-T6 is often not recommended for parts requiring tight-radius bending or deep forming.
The specific strength and elongation depend on the form: extrusions, rolled plate, or bar stock. Still, the heat treatment defines its behavior across all profiles. In structural, machined, or welded parts, the T6 temper ensures consistency, provided heat-affected zones are managed correctly.
Mechanical Properties and Use Cases
6061-T6 delivers a tensile strength of around 290 MPa and a yield strength near 240 MPa, with elongation values typically between 8% and 12%, depending on thickness and direction. Its modulus of elasticity is approximately 69 GPa, which is lower than that of steel but typical for aluminum.
This mechanical profile supports its use in aerospace components, structural frameworks, marine brackets, and precision-machined parts. It balances ease of processing with durability, making it a go-to material in many industries.
However, in scenarios requiring higher strength-to-weight ratios, better fatigue resistance, or improved saltwater corrosion performance, 6061-T6 may be replaced by alloys like 7075-T6, 2024-T3, or 5083-H116. Understanding this baseline helps in comparing 6061-T6 to other aluminum alloys and selecting the right material for each application.
Mechanical Strength and Load Behavior
Yield and Tensile Strength Comparison
6061-T6 is classified as a medium-strength aluminum alloy. It offers a typical tensile strength of 290 MPa and a yield strength of around 240 MPa, making it suitable for structural components that require moderate rigidity without excessive weight. These properties place 6061-T6 in the middle of the aluminum strength spectrum.
Compared to 7075-T6, which can exceed 500 MPa in tensile strength, 6061-T6 is significantly lower in mechanical performance but easier to weld and more corrosion-resistant. When evaluated against softer alloys like 5052 or 3003, 6061-T6 clearly provides greater load-bearing capacity, making it a preferred material for machined or bolted assemblies.
Design engineers often choose 6061-T6 for applications requiring balanced strength and dimensional accuracy under static or lightly cycled loads. Its behavior under these conditions is predictable, especially in plate and bar formats.

Fatigue Resistance and Impact Behavior
In dynamic loading scenarios, 6061-T6 performs reasonably well but is not ideal for parts exposed to continuous vibration or high-cycle fatigue. Its fatigue strength is lower than that of 2024-T3, which is specifically chosen for fatigue-critical aerospace components. Still, 6061-T6 holds an advantage over general-purpose alloys like 5052 in applications involving moderate vibration and impact.
6061-T6 has a typical fatigue limit of around 96 MPa under reversed loading. While adequate for structural frames or fixtures, this value is not sufficient for rotating shafts or critical joints subject to constant flex. When comparing 6061-T6 to other aluminum alloys in dynamic environments, fatigue life becomes a limiting factor.
Impact resistance also varies by form and heat history. Thicker cross-sections of 6061-T6 perform better in blunt impact scenarios, but sharp impacts may cause brittle failure, especially near welded or bent areas where residual stresses are concentrated.
High-Stress Application Performance
6061-T6 is often chosen in structural applications where yield strength and machinability must coexist. It handles moderate axial, torsional, and bending stress without significant permanent deformation. However, at elevated loads near its elastic limit, 6061-T6 may fail by sudden fracture due to limited ductility in the T6 condition.
In aerospace support brackets, hydraulic manifolds, and vehicle subframes, 6061-T6 provides a reliable compromise between strength, mass, and processability. Its consistent response under machining and torque loading makes it a standard material in CNC applications requiring dimensional precision under stress.
For very high-stress components, such as wing spars, pressure vessels, or racing structures, engineers typically move away from 6061-T6 toward 7075-T6 or 2024-T3 to gain added strength and better fatigue performance—at the cost of corrosion resistance and weldability.
6061-T6 Compared to 7075-T6, 2024-T3, and A356
When comparing 6061-T6 to other aluminum alloys, its performance sits between the extremes. 7075-T6 provides much higher tensile strength and is used in aerospace and defense applications. However, it is less corrosion-resistant and harder to weld. 2024-T3 offers better fatigue resistance and is often selected for airframe skins or fastener-loaded joints, though it corrodes more rapidly in marine environments.
Cast alloy A356-T6, while strong for a casting, cannot match the mechanical uniformity of 6061-T6. Its strength varies by casting thickness, solidification rate, and porosity. Machined components from 6061-T6 show tighter dimensional control and more predictable strength values than equivalent castings.
Ultimately, 6061-T6 serves as a baseline for aluminum alloy comparison. It may not always be the best choice, but its consistent balance of strength, processing compatibility, and material cost makes it a reliable starting point for load-bearing component design.
Formability and Bending Limits
Why 6061-T6 Cracks in Tight Bends
6061-T6 exhibits limited formability due to its heat-treated condition. The artificial aging process that strengthens 6061-T6 also makes its grain structure less ductile, particularly in thick gauges. When subjected to tight-radius bending, 6061-T6 tends to crack along the outer radius because it lacks sufficient elongation in the T6 temper.
Compared to softer aluminum grades like 5052-H32 or 3003-H14, which can accommodate sharp bends without failure, 6061-T6 requires larger bend radii and more controlled processing. Its minimum recommended inside bend radius is typically 3× the material thickness for 90° bends, and even more for sharper angles. Attempting tighter bends without stress relief or annealing increases the risk of surface rupture or internal cracking.
Manufacturers working with 6061-T6 must either avoid tight forming altogether or use T4 or O-tempered material for bending, then re-heat treat to T6 afterward. This adds time, cost, and dimensional risk to the fabrication process.

Better Alternatives for Forming
For applications that require consistent bending or deep forming, non-heat-treatable alloys offer significant advantages over 6061-T6. Alloys such as 5052, 5083, and even 1100 can tolerate sharp angles and complex shapes without post-process cracking. These alloys work-harden instead of precipitate hardening, making them far more ductile during deformation.
5052-H32, in particular, is often selected over 6061-T6 for parts requiring tight radii, flaring, hemming, or roll forming. Although it lacks the strength of 6061-T6, it provides good corrosion resistance and excellent weldability. Engineers frequently make this trade-off when forming is a critical requirement and static strength is less of a concern.
Forming operations like stamping, spinning, or hydroforming almost always exclude 6061-T6 unless pre-heating or post-forming heat treatment is built into the process. Even minor miscalculations in bend radius can lead to scrap parts, delayed assembly, or unexpected failure in service.
Cold Workability vs. Heat-Treated Strength
6061-T6 sacrifices cold workability in exchange for increased tensile strength from heat treatment. This trade-off limits its use in parts requiring forming after final heat treatment. While 6061-T6 machines and drills very well, it is not suited to cold rolling, swaging, or aggressive press braking without cracking risk.
Some manufacturers choose to work with 6061 in the T4 condition (solution-treated but not aged), perform all forming and shaping operations, and then artificially age it to achieve the T6 properties. However, this workflow requires precise thermal control and often introduces variability in flatness or final dimensions.
When comparing 6061-T6 to other aluminum alloys, it’s essential to treat formability as a limiting property. It performs well in cut-and-assemble processes but poorly in cold shaping. For design engineers, this means careful planning during material selection and forming process development.
Machinability and Surface Finish
Tool Wear and Chip Formation
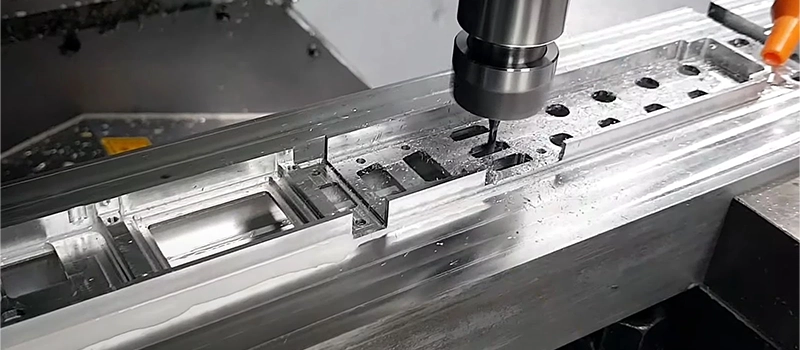
6061-T6 is widely regarded as one of the most machinable aluminum alloys. Its balanced hardness and fine grain structure help control tool wear during high-speed machining operations. Unlike softer alloys like 1100 or 3003, which tend to gum up cutting tools, 6061-T6 produces clean, consistent chips that are easy to evacuate.
During milling or turning, 6061-T6 responds well to carbide tooling and can sustain aggressive feed rates without excessive burr formation. Its silicon content contributes to moderate tool abrasion, but the alloy remains far easier on inserts than harder alloys like 7075-T6. As a result, 6061-T6 is commonly used in CNC applications requiring tight tolerances and extended tool life.
When compared to cast aluminum such as A356, 6061-T6 offers a more predictable machining response, lower porosity risk, and better dimensional consistency. Tool chatter is minimal, especially in rigid setups, and surface finish control is reliable even at high spindle speeds.
Surface Tolerance and Cutting Speed
6061-T6 enables high-speed cutting while maintaining excellent surface finish. Typical roughing speeds exceed 150 m/min, and finishing operations can reach over 300 m/min depending on the tool and cooling setup. The material allows for fine tolerances and surface finishes down to Ra 0.8 µm with appropriate tool geometry and coolant flow.
Its moderate hardness helps resist tool deflection under load, which is critical in multi-axis operations or when machining deep cavities. 6061-T6 also maintains shape stability after machining, with minimal distortion due to residual stress—especially when the material has been stress-relieved.
In comparison to alloys like 5052 or 2024, 6061-T6 performs more consistently in automated environments. It responds well to both dry and wet machining, and coolant choices can be tailored to chip control rather than heat suppression alone. This makes 6061-T6 a preferred material for complex aerospace brackets, robotic frames, and custom tooling.
6061-T6 in CNC and Precision Parts
6061-T6 dominates CNC machining applications across industrial sectors. From aerospace fixtures to automotive jigs, its dimensional reliability and machinability simplify production workflows. Because 6061-T6 holds tight tolerances during multi-step processes—drilling, tapping, reaming, and profiling—it’s frequently selected for high-precision components.
For example, 6061-T6 is often used for hydraulic manifold blocks, sensor housings, and mechanical mounts where multiple tight-tolerance features must be held on a single part. Its stable response to tool pressure and thermal expansion ensures accuracy even in high-speed runs.
While 7075-T6 may outperform 6061-T6 in raw strength, it’s more demanding on tooling and costlier to process. Softer alloys like 5052 lack the rigidity required for multi-point machining. This positions 6061-T6 as the default choice for parts where strength and precision must coexist without overcomplicating production.
Weldability and Heat-Affected Zone Behavior
Strength Loss After Welding
Although 6061-T6 is considered weldable among heat-treatable aluminum alloys, it loses a significant portion of its mechanical strength in the heat-affected zone (HAZ). The T6 temper relies on a precise precipitation-hardened structure, and welding disrupts this by locally overaging the material or dissolving the strengthening precipitates entirely.
After welding, 6061-T6 often drops to strength levels closer to 6061-O, reducing its yield strength by nearly 50%. For structural or load-bearing components, this can create weak points unless the welded section is re-heat-treated. However, reapplying the full T6 temper to an assembly is rarely practical, especially in large or complex structures.
Engineers who choose 6061-T6 for weldments must account for this strength reduction in their designs, either by increasing cross-section or applying localized reinforcements. Post-weld heat treatments are used in aerospace or defense applications but are costly and time-consuming in most commercial production.
Susceptibility to Cracking
Welding 6061-T6 presents additional challenges due to its sensitivity to hot cracking. The presence of silicon and magnesium promotes the formation of brittle phases in the weld pool under certain cooling conditions. Improper filler selection—such as using 4045 instead of 4043 or 5356—can increase crack risk significantly.
Moreover, 6061-T6 has a relatively high coefficient of thermal expansion, which can lead to residual stress and distortion around welded joints. These factors make pre-cleaning, joint design, and filler choice critical when welding this alloy.
When compared to non-heat-treatable alloys like 5052, which weld cleanly with minimal strength loss, 6061-T6 requires more rigorous process control. In high-cycle welded applications like marine structures or trailer frames, the degraded HAZ strength of 6061-T6 must be carefully evaluated.
Preferred Alloys for Welded Structures
For components where weld strength must be retained without post-weld treatment, alternatives to 6061-T6 are often more appropriate. Alloys like 5052-H32 and 5083-H116 are preferred in marine and pressure vessel applications due to their better as-welded strength and stress-corrosion resistance.
If 6061-T6 is used, welding is typically limited to low-load joints, tack assemblies, or cosmetic applications. Engineers may choose to use 6061-T6 in the main body of a part but switch to different alloys or reinforcements in the joint area to preserve performance.
In high-volume manufacturing, robotic MIG or TIG welding of 6061-T6 requires careful monitoring of parameters and fixtures to control heat input. Even with optimized techniques, some strength loss is unavoidable, which must be reflected in downstream inspection and testing standards.
Conclusion
6061-T6 remains a reliable alloy for structural and machined applications where strength, corrosion resistance, and processability are needed in balance. However, its performance limits—particularly in bending, welding, and fatigue—must be accounted for. When properly matched to the right application and manufacturing process, 6061-T6 delivers consistent results, but it is not a one-size-fits-all solution. Material selection must always consider end-use demands and processing constraints.






